
核反应堆压力容器安全端焊缝自动化检查设备及定位方法.pdf

是秋****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
核反应堆压力容器安全端焊缝自动化检查设备及定位方法.pdf
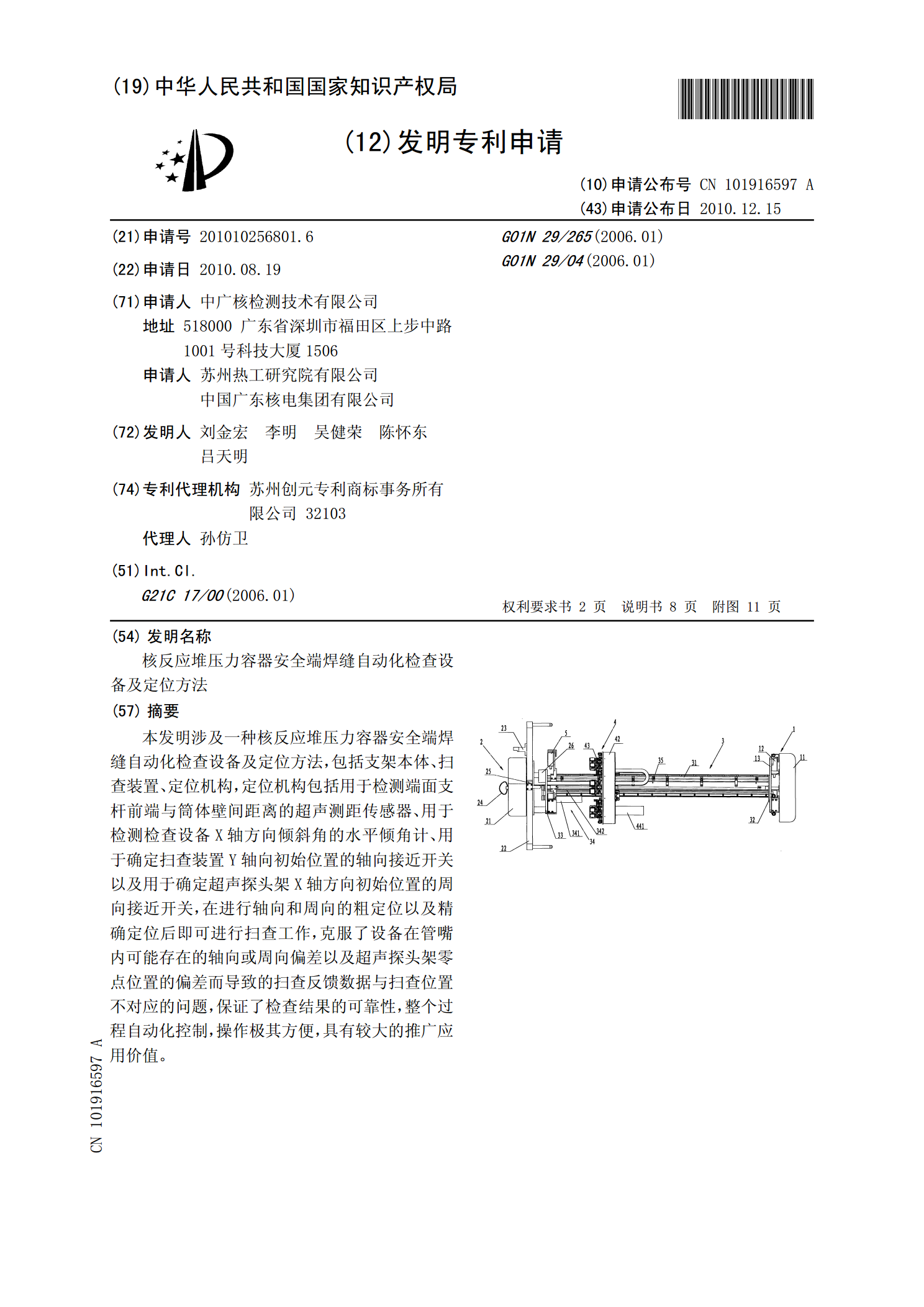
本发明涉及一种核反应堆压力容器安全端焊缝自动化检查设备及定位方法,包括支架本体、扫查装置、定位机构,定位机构包括用于检测端面支杆前端与筒体壁间距离的超声测距传感器、用于检测检查设备X轴方向倾斜角的水平倾角计、用于确定扫查装置Y轴向初始位置的轴向接近开关以及用于确定超声探头架X轴方向初始位置的周向接近开关,在进行轴向和周向的粗定位以及精确定位后即可进行扫查工作,克服了设备在管嘴内可能存在的轴向或周向偏差以及超声探头架零点位置的偏差而导致的扫查反馈数据与扫查位置不对应的问题,保证了检查结果的可靠性,整个过程自

核反应堆压力容器接管安全端焊缝射线检测设备.pdf
一种核反应堆压力容器接管安全端焊缝射线检测设备,它包括:焊缝检测设备主体、气囊组件、送源装置、气囊支架,气囊组件固定在气囊支架的一端,主体的左、右两侧部分别连接有固定导轨,气囊支架的左、右两侧分别连接有滑动导轨,各导轨副的前端部和后端部分别设置有导向轮组,各导向轮组均包括上滑轮和下滑轮,滑动导轨可滑动地架设在上滑轮与下滑轮之间,其中主要负责承担气囊组件重量的滑轮采用偏心连接,能够扩大导轨的装配间隙,使气囊支架运行更平稳,避免爬行现象;本发明采用多对导向轮组承载,使载荷能够更加均匀地被分散到个滑轮
AP1000核反应堆压力容器接管安全端焊缝区缺陷高级评定方法.pdf
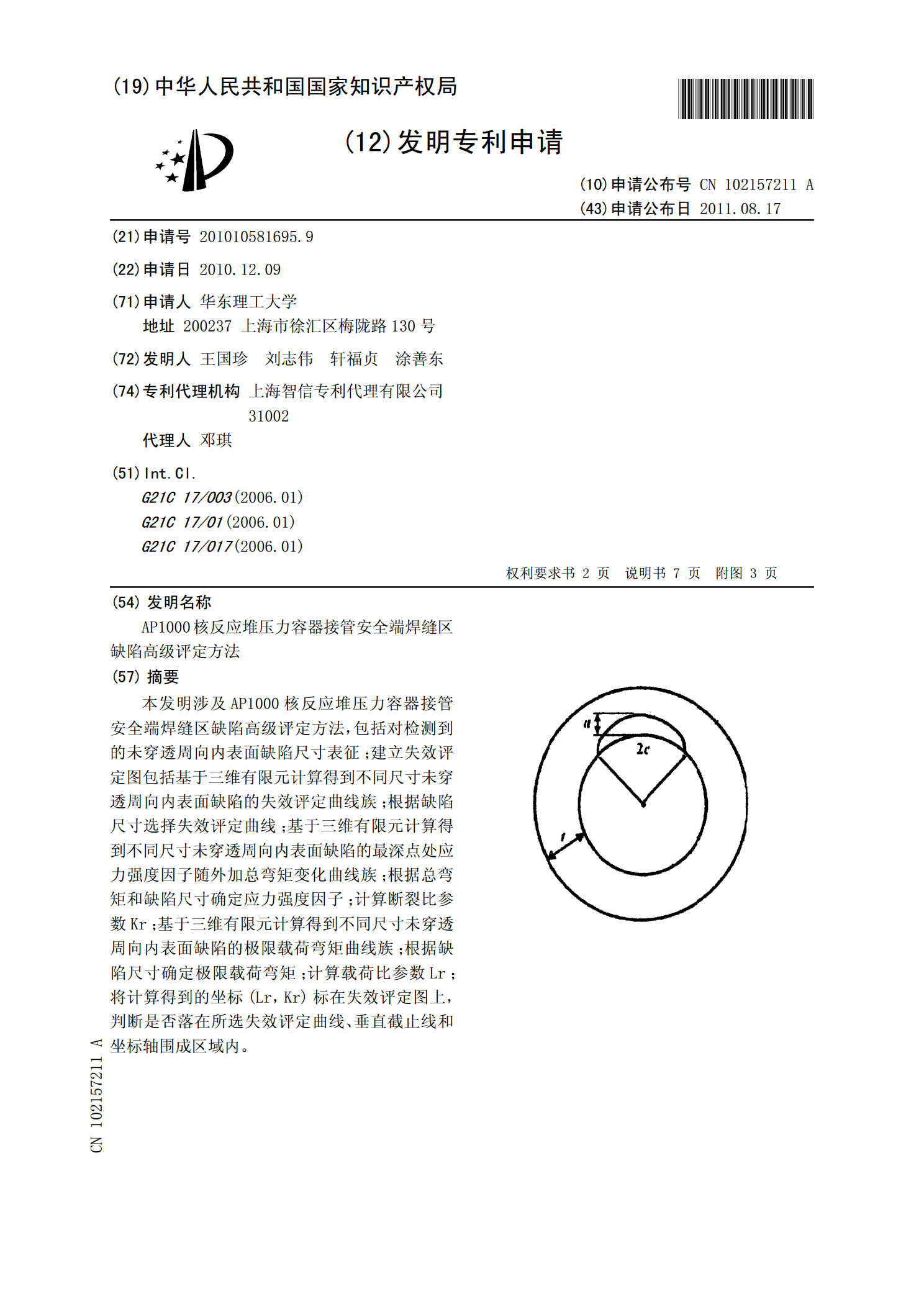
本发明涉及AP1000核反应堆压力容器接管安全端焊缝区缺陷高级评定方法,包括对检测到的未穿透周向内表面缺陷尺寸表征;建立失效评定图包括基于三维有限元计算得到不同尺寸未穿透周向内表面缺陷的失效评定曲线族;根据缺陷尺寸选择失效评定曲线;基于三维有限元计算得到不同尺寸未穿透周向内表面缺陷的最深点处应力强度因子随外加总弯矩变化曲线族;根据总弯矩和缺陷尺寸确定应力强度因子;计算断裂比参数Kr;基于三维有限元计算得到不同尺寸未穿透周向内表面缺陷的极限载荷弯矩曲线族;根据缺陷尺寸确定极限载荷弯矩;计算载荷比参数Lr;将

核反应堆压力容器底封头环焊缝超声检查装置.pdf
本发明提供一种核反应堆压力容器底封头环焊缝超声检查装置。该装置包括通过旋转轴相连接的机架、摆动齿轮与摆杆;摆动齿轮与摆杆采用螺纹连接,驱动元件带动摆动齿轮摆动,从而实现摆杆围绕旋转轴摆动;摆杆上方固定有直线导轨和伸缩气缸,滑块设置在直线导轨上,伸出杆固定在滑块上,并且伸出杆一端与伸缩气缸相连接,伸出杆另一端与托盘相连接,在伸缩气缸的作用下实现伸出杆伸缩,从而带动托盘伸出与收回。本发明装置能够提高检测数据准确性及可靠性,减少人体受放射性射线照射。

核反应堆压力容器接管安全端堆焊修复结构的LBB分析.docx
核反应堆压力容器接管安全端堆焊修复结构的LBB分析随着能源需求的持续增长,核能已成为全球最主要的清洁能源来源之一。而核反应堆作为核能发电的重要设备,其安全性一直是人们关注的焦点问题。其中,核反应堆压力容器(RPV)是核反应堆的核心部件,其安全性对于核反应堆运行稳定性和人类生命安全具有重要的意义。在核反应堆运行过程中,RPV处于高温、高压和高辐射等环境下,容易受到应力腐蚀、疲劳和辐射损伤等影响,导致RPV接管存在裂纹风险。这些裂纹的存在可能对RPV的完整性和安全性造成严重威胁,因此需要进行修复。其中,焊接技