
带死区的PID控制器的控制方法及纱线恒张力控制系统.pdf

灵慧****89

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带死区的PID控制器的控制方法及纱线恒张力控制系统.pdf
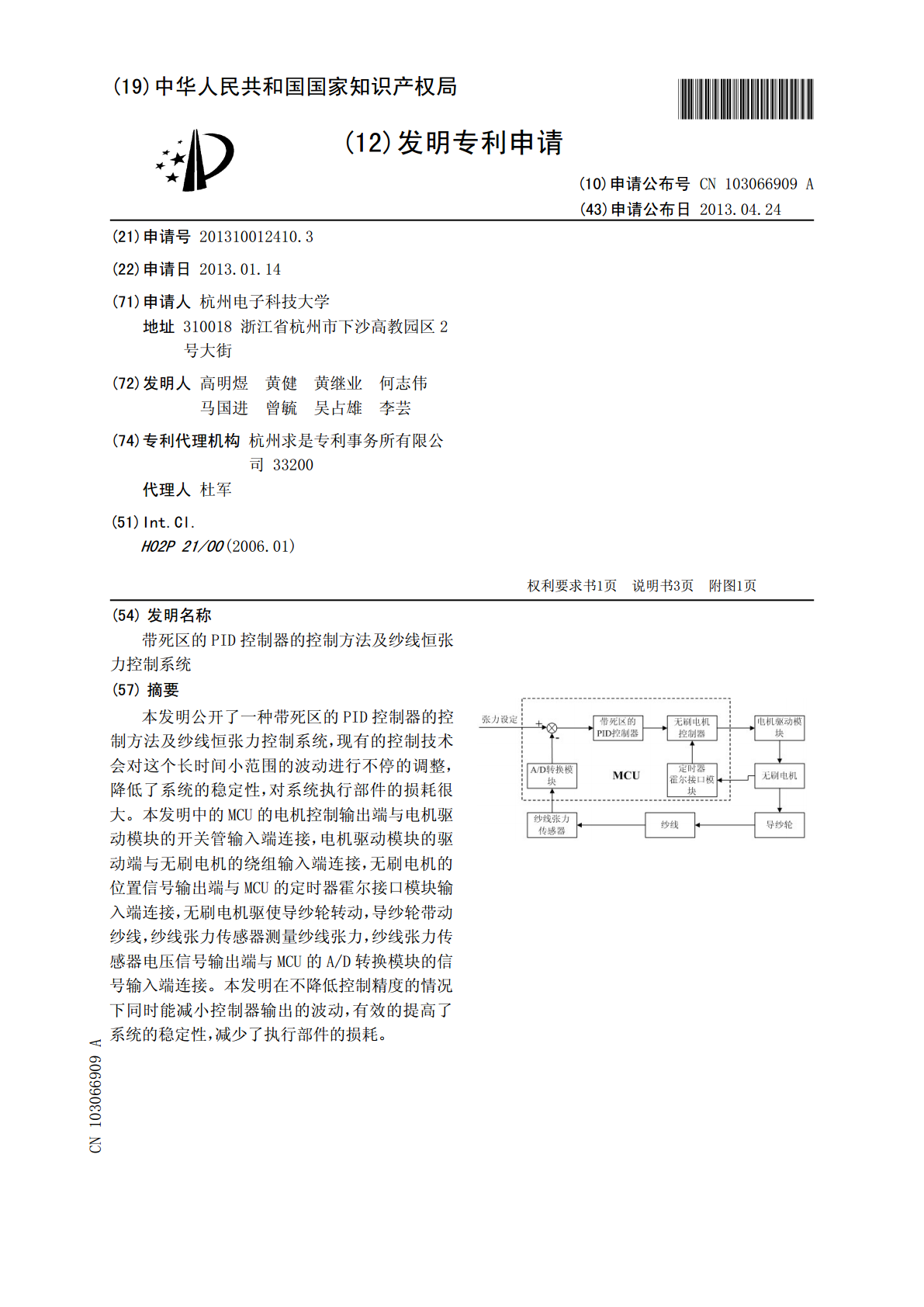
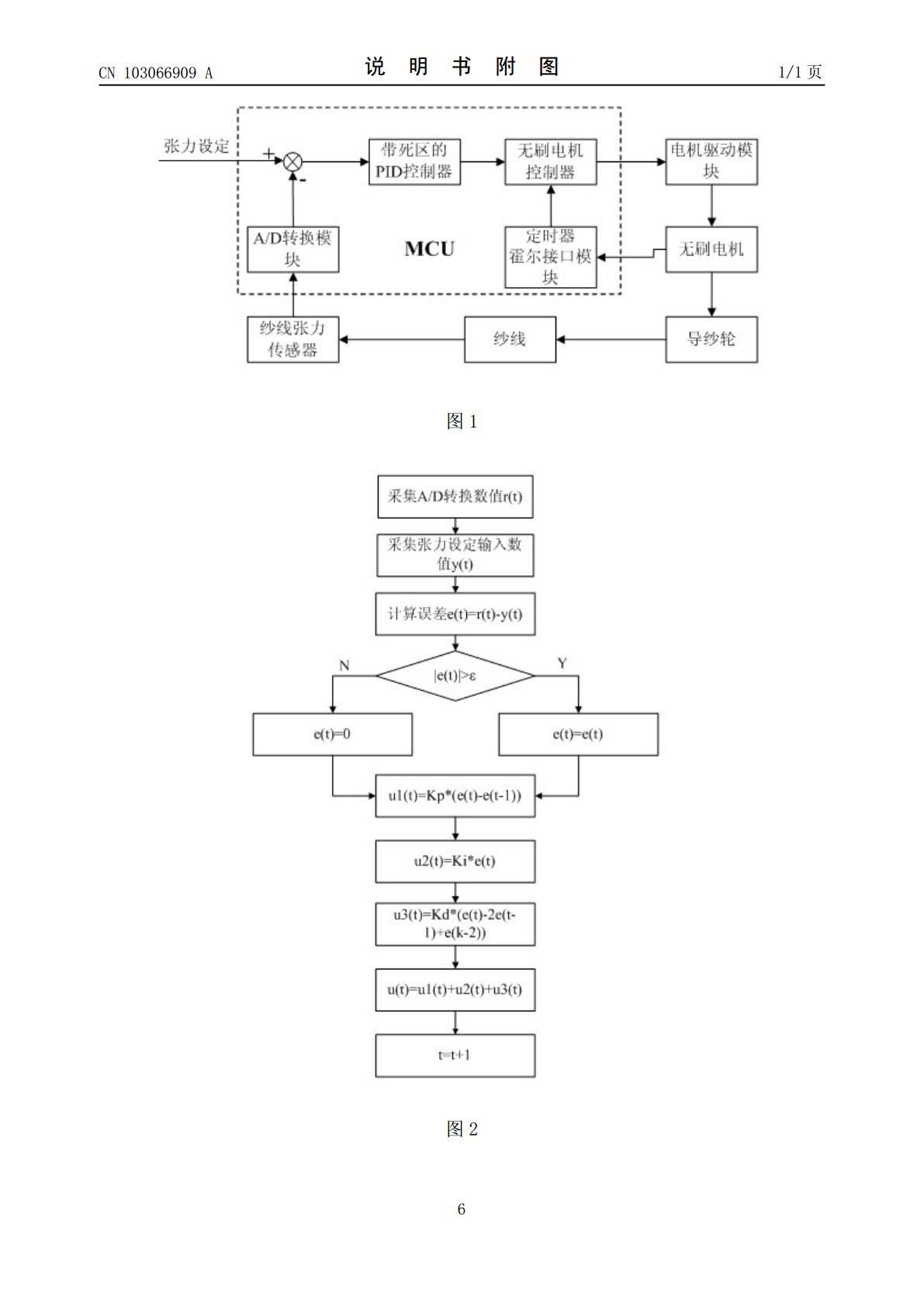
本发明公开了一种带死区的PID控制器的控制方法及纱线恒张力控制系统,现有的控制技术会对这个长时间小范围的波动进行不停的调整,降低了系统的稳定性,对系统执行部件的损耗很大。本发明中的MCU的电机控制输出端与电机驱动模块的开关管输入端连接,电机驱动模块的驱动端与无刷电机的绕组输入端连接,无刷电机的位置信号输出端与MCU的定时器霍尔接口模块输入端连接,无刷电机驱使导纱轮转动,导纱轮带动纱线,纱线张力传感器测量纱线张力,纱线张力传感器电压信号输出端与MCU的A/D转换模块的信号输入端连接。本发明在不降低控制精度的

一种纱线恒张力控制的送经机构及控制方法.pdf
本发明涉及剑杆织机的技术领域,尤其是涉及一种纱线恒张力控制的送经机构,包括送经辊、后梁、传力杆和支架板,经纱从送经辊上脱离依次经过后梁和传力杆,送经机构还包括张力控制结构,所述张力控制结构包括支撑杆、支撑板、支撑辊和弹簧,支撑杆水平设置并且与支架板固定连接,支撑杆上设置有多组支撑辊,每组支撑辊的两端均与支撑板连接,支撑板的上端与支撑杆固定连接,支撑板上开设有竖直的调节槽,支撑辊的两端均设置有移动块,移动块与调节槽竖直滑动配合,支撑辊与移动块转动连接,弹簧的两端分别与移动块和调节槽的端部固定连接。达到了精确

卷绕机恒张力控制系统及方法.pdf
本发明公开了一种卷绕机恒张力控制系统,包括放卷机构、摆杆机构和预卷机构,所述摆杆机构的摆杆电机由控制系统控制,所述控制系统包括PID控制模块,将张力传感器采集的张力值作为PID控制的反馈值,对摆杆电机的转矩进行PID控制;将放卷轴和卷针轴采用电子齿轮拟合,对速度进行同步控制。通过张力传感器采集张力值作为摆杆电机扭矩的反馈值,对摆杆机构进行PID控制,实现恒张力控制,并采用电子齿轮对牵引轴和编码器轴进行线速度同步控制。

基于多轴运动控制器的电极丝恒张力控制系统.docx
基于多轴运动控制器的电极丝恒张力控制系统一、引言随着人们对科技的不断探索和发展,机械自动化成为了现代工业中必不可少的一部分。在机械自动化领域中,多轴运动控制器具有重要的应用意义,可以实现多轴运动的协调控制,提高设备运行效率和生产质量。而在电火花放电加工(EDM)中,电极丝恒张力控制是关键的技术,能够保证电极丝运行稳定,提高加工精度和效率。因此,本文将探讨基于多轴运动控制器的电极丝恒张力控制系统的设计和优化。二、电极丝恒张力控制系统1.系统介绍电极丝恒张力控制系统是指在电火花放电加工中控制电极丝的张力,使其

基于模糊自适应PID控制器的开卷张力控制系统研究.docx
基于模糊自适应PID控制器的开卷张力控制系统研究引言开卷张力控制是纸张、膜和布匹等卷材加工过程中的一项关键技术,其主要目的是保持卷材的张力稳定,以确保生产出高质量的产品。为了实现开卷张力控制,常用的方法是利用PID控制器来调节张力控制系统的工作状态。然而,这种方法在卷材半径发生变化时容易出现不良效果,需要采用更加智能化的控制方法,来实现更好的开卷张力控制。因此,本文研究基于模糊自适应PID控制器的开卷张力控制系统。一、开卷张力控制系统的主要结构开卷张力控制系统通常由张力传感器、执行机构、PID控制器和控制