
凝汽器钛钢管板焊接技术.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凝汽器钛钢管板焊接技术.docx
凝汽器钛钢管板焊接技术凝汽器钛钢管板是一种广泛应用于低压蒸汽管道中的热交换器,也是化工行业、能源行业和制药行业等领域不可或缺的设备之一。与采用传统钢质材料制造的凝汽器相比,钛钢材料具有更好的耐腐蚀性、耐高温性和优异的机械性能,因此被广泛采用。但是,凝汽器钛钢管板的焊接技术也随之成为了制造该设备关键的一环。本文将针对凝汽器钛钢管板焊接技术进行介绍、分析和总结。一、凝汽器钛钢管板的焊接材料选择钛钢在焊接中有很高的敏感性,同时钛钢的保护层比较薄,焊接时更容易被外界杂质和氧化物污染,导致焊接后的焊缝出现气孔、裂纹

凝汽器钛管板的ASME标准焊接工艺评定及应用.docx
凝汽器钛管板的ASME标准焊接工艺评定及应用凝汽器钛管板是高端化工设备中非常重要的组成部分,其质量直接关系着设备的正常运转和服务寿命。为了保证凝汽器钛管板的质量,必须在生产过程中严格控制各个环节,包括焊接工艺的评定和应用。本文将以ASME标准为例,探讨凝汽器钛管板的焊接工艺评定以及应用。一、ASME标准概述ASME标准是美国机械工程师协会的缩写,其推出的标准是国际上广泛应用的建筑、机械和化学工程等领域的设计和制造标准。ASME标准包括多个方面,如制造、测试、安全等,其中焊接领域的标准主要有ASMEBPVC

凝汽器管板焊接.docx
代号QS37-HYHJZ17编号作业指导书工程名称:江苏华能淮阴电厂二期发电工程作业项目名称:凝汽器管板焊接编制单位:热机公司焊接工地编写:审核:批准:江西省火电建设公司年月日目录1工程概况及工程量2编制依据3施工准备及作业条件4施工方法及工艺要求5质量标准及检验要求6职业安全健康与环境保证措施及文明施工要求7附表、附图工程概况及工程量工程概况华能淮阴二期工程凝汽器由北京北重电机有限责任公司生产,凝汽器内的冷却管为不锈钢管。工程特点:不锈钢管板的焊接、安装工序复杂,焊口数量巨大,焊接条件苛刻,质量要求严格
全钛凝汽器钛管与钛管板密封焊方法.pdf
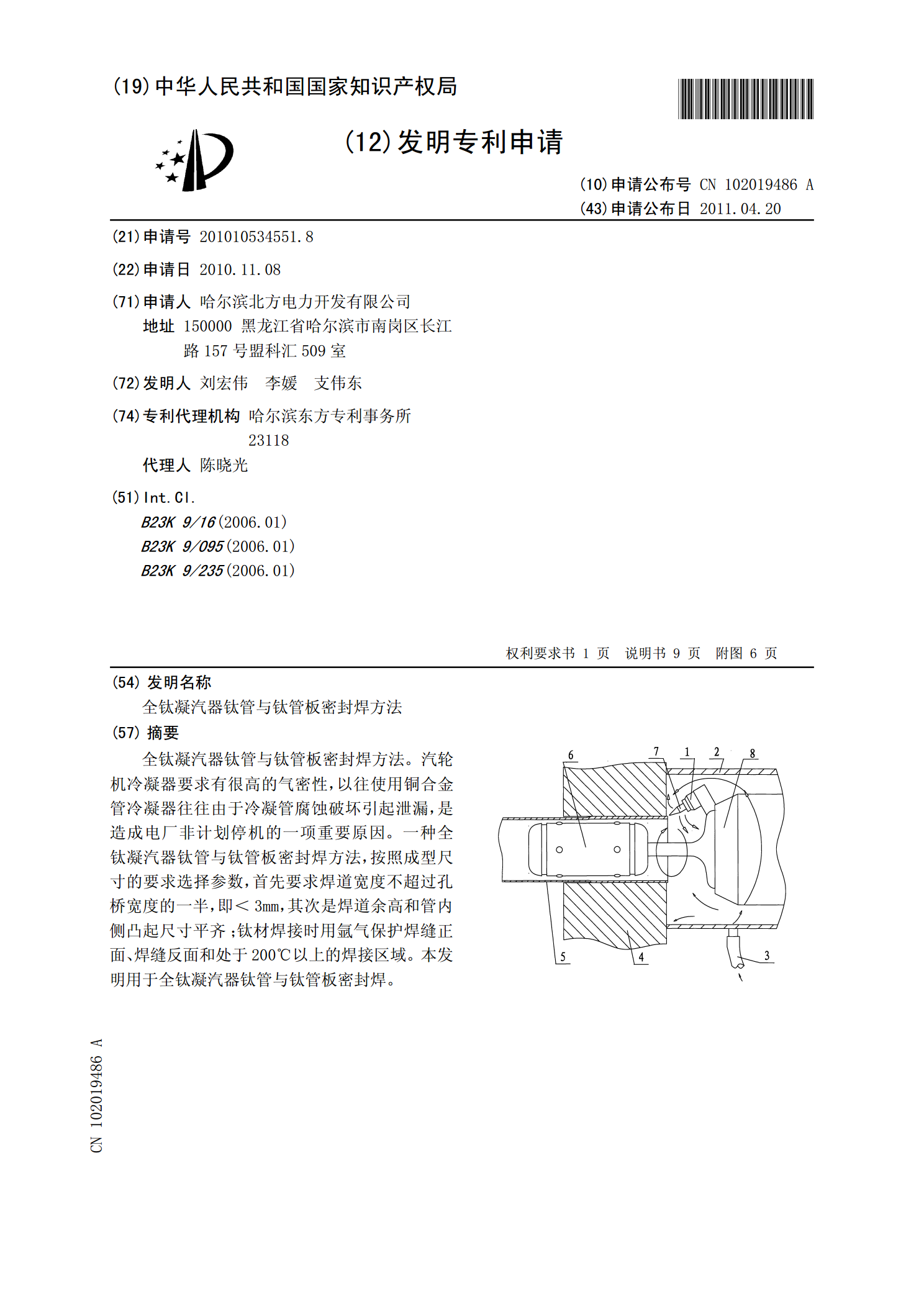
全钛凝汽器钛管与钛管板密封焊方法。汽轮机冷凝器要求有很高的气密性,以往使用铜合金管冷凝器往往由于冷凝管腐蚀破坏引起泄漏,是造成电厂非计划停机的一项重要原因。一种全钛凝汽器钛管与钛管板密封焊方法,按照成型尺寸的要求选择参数,首先要求焊道宽度不超过孔桥宽度的一半,即<3mm,其次是焊道余高和管内侧凸起尺寸平齐;钛材焊接时用氩气保护焊缝正面、焊缝反面和处于200℃以上的焊接区域。本发明用于全钛凝汽器钛管与钛管板密封焊。

钛制管板换热器的自动焊接技术.doc
文章来源:www.huanreqi828.com钛制管板换热器的自动焊接技术陈国余陈春阳庄杰昆山华恒焊接设备技术有限公司215301摘要:本文结合钛制换热器的管板焊接特点,着重介绍该类换热器自动焊时需要解决的几个问题,即气体保护装置、送丝系统和水冷定位器,从而保证管板焊接质量。关键词:钛及其合金管板自动焊保护送丝水冷定位前言钛及其合金由于其比强度高,早期大量地使用在航空、航天等尖端领域。然而随着石油、化工行业近些年的飞速发展,由于钛及其合金优越的耐蚀性能,在氧化性、中性及氯离子介质中,其耐蚀性能均优于不锈