
非对称工件方向自动分选装置.pdf

如灵****姐姐


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

非对称工件方向自动分选装置.pdf
本发明属于非对称工件方向自动分选设备,特别涉及适用于轴式非对称工件进入上料或包装工序前对工件的方向进行自动检测和分选的一种非对称工件方向自动分选装置,其特征在于:其机座上依序装设由自动检测机构和自动分选机构组成的非对称工件的自动分选装置;所述的自动检测机构由上料仓、双位置型气缸、顶料板、模具槽、检测气缸和传感器组成;所述的自动分选机构由下料仓、双行程型气缸、挡料气缸、挡料板、同步带、下料导向块、同步带轮和电机组成。本发明不仅设计合理,结构紧凑,既代替人工分选,又提高了生产效率,而且具有分选准确,自动化程度

PLC的工件自动分选装置设计.doc
深圳稻草人自动化培训www.dcrauto.comPLC的工件自动分选装置设计摘要:通过对自动生产线上2种工件进行自动分选,对自动分选装置动作过程进行分析,按实际工况要求,设计出自动控制系统。阐述系统中各软硬件的配置,及系统中顺序控制智能化创新设计和解决的关键问题。关键词:PLC;自动分选装置;生产线;气动引言随着工业自动化的发展,PLC与自动生产线在工业生产中应用越来越广泛,尤其是PLC具有强大的算术运算、定时、计数、逻辑控制、顺序控制、存储等功能。自动生产线是由工件传送系统和控制系统,将一组自动机床和

工件自动分选装置控制系统设计毕业设计.doc
XX学院毕业设计(论文)中期报告设计(论文)题目:工件自动分选装置控制系统设计系别:机电工程系专业:测控技术与仪器姓名:XXX指导教师:XXX辅导教师:XXX2014年5月5日毕业设计题目说明本设计通过PLC、组态软件等技术对工件自动分选装置进行控制,实现自动化控制、人机交互等功能,在现场可以通过传感器对工件进行识别,同时用机械手对工件进行分选。通过上位机对PLC控制实现装置的启停,在现场的人机界面上可以对现场的运行状况进行显示。对于系统输入点分别有信号采集与模式选择两种方式,工件识别传感器通过数据通讯与
一种自动调整工件方向的传送装置.pdf
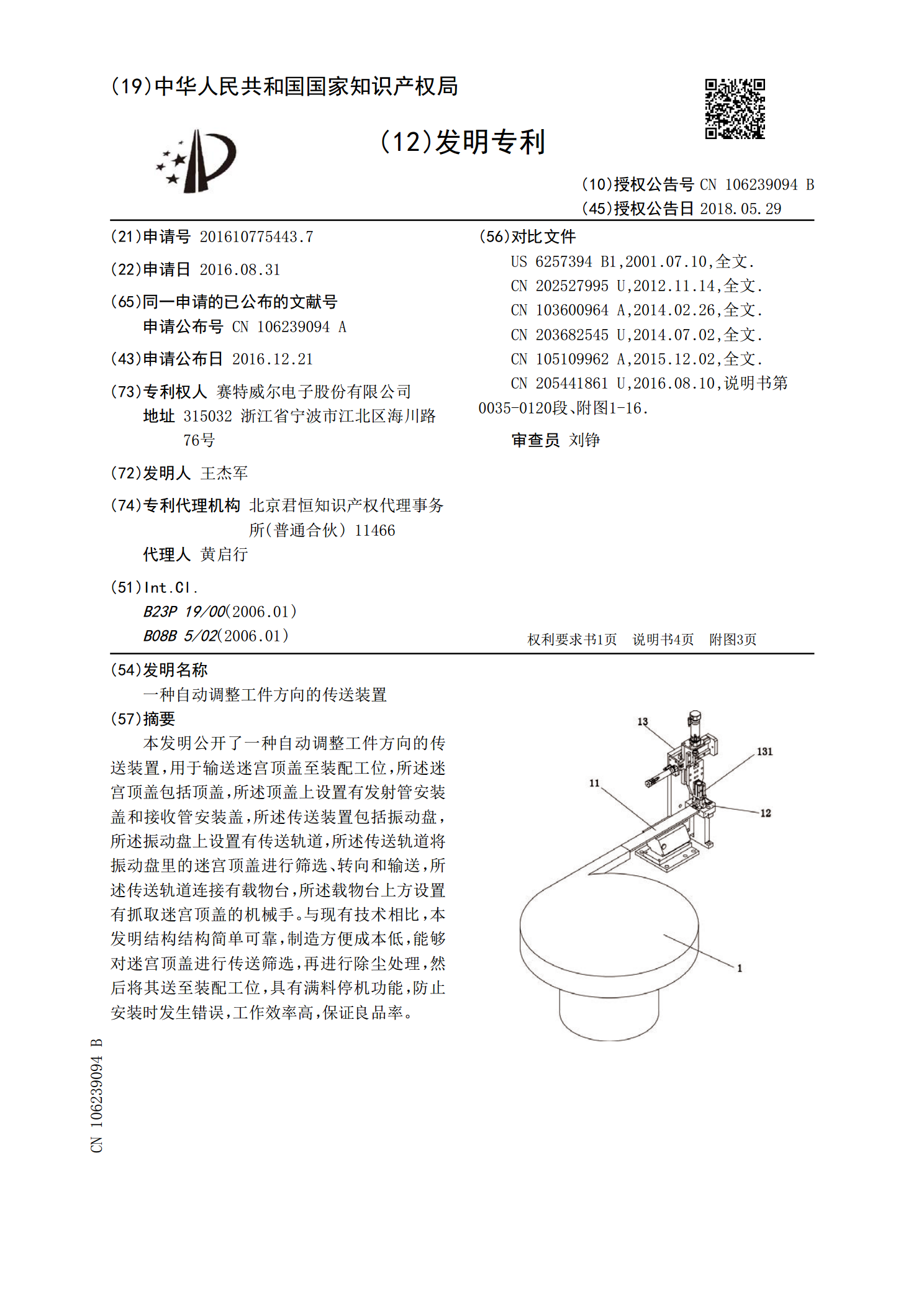
本发明公开了一种自动调整工件方向的传送装置,用于输送迷宫顶盖至装配工位,所述迷宫顶盖包括顶盖,所述顶盖上设置有发射管安装盖和接收管安装盖,所述传送装置包括振动盘,所述振动盘上设置有传送轨道,所述传送轨道将振动盘里的迷宫顶盖进行筛选、转向和输送,所述传送轨道连接有载物台,所述载物台上方设置有抓取迷宫顶盖的机械手。与现有技术相比,本发明结构结构简单可靠,制造方便成本低,能够对迷宫顶盖进行传送筛选,再进行除尘处理,然后将其送至装配工位,具有满料停机功能,防止安装时发生错误,工作效率高,保证良品率。

一种工件分选装置.pdf
本发明公开了一种工件分选装置,包括水平的底座,其特征在于,所述底座的上方设置有可旋转的主动轴,所述主动轴自上而下设置有转盘和固定凸轮,所述固定凸轮上设置有滑槽,一摆杆悬挂在转盘上且摆杆的一端可沿着滑槽移动、另一端设置有用于放置工件的托盘,所述底座上还设置有与托盘相对应的退料板,所述摆杆和底座之间还设置有阻尼器。优选,所述转盘通过L形支架与摆杆相连。结构简单,占地面积小,进一步的,使用更灵活。