
机械加工工艺过程卡.docx

波峻****99


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

机械加工工艺过程卡.docx
机械加工工艺过程卡(单位)机械加工工艺过程卡片产品型号零(部)件图号共页产品名称传动轴零(部)件名称第页材料牌号45#毛坯种类棒料毛坯外形尺寸Φ30×295每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件0下料下料:切Φ30×295棒料钳工车间锯床钢锯、钢卷尺5粗车车端面、打中心孔、车外圆、倒角金工车间车工卧式车床三爪卡盘、顶尖、45°端面车刀、90°外圆车刀、中心钻10热处理热处理:调质230-280HB热处理车间15精车精车端面、精车外圆、倒角、车螺纹金

机械加工工艺过程卡.doc
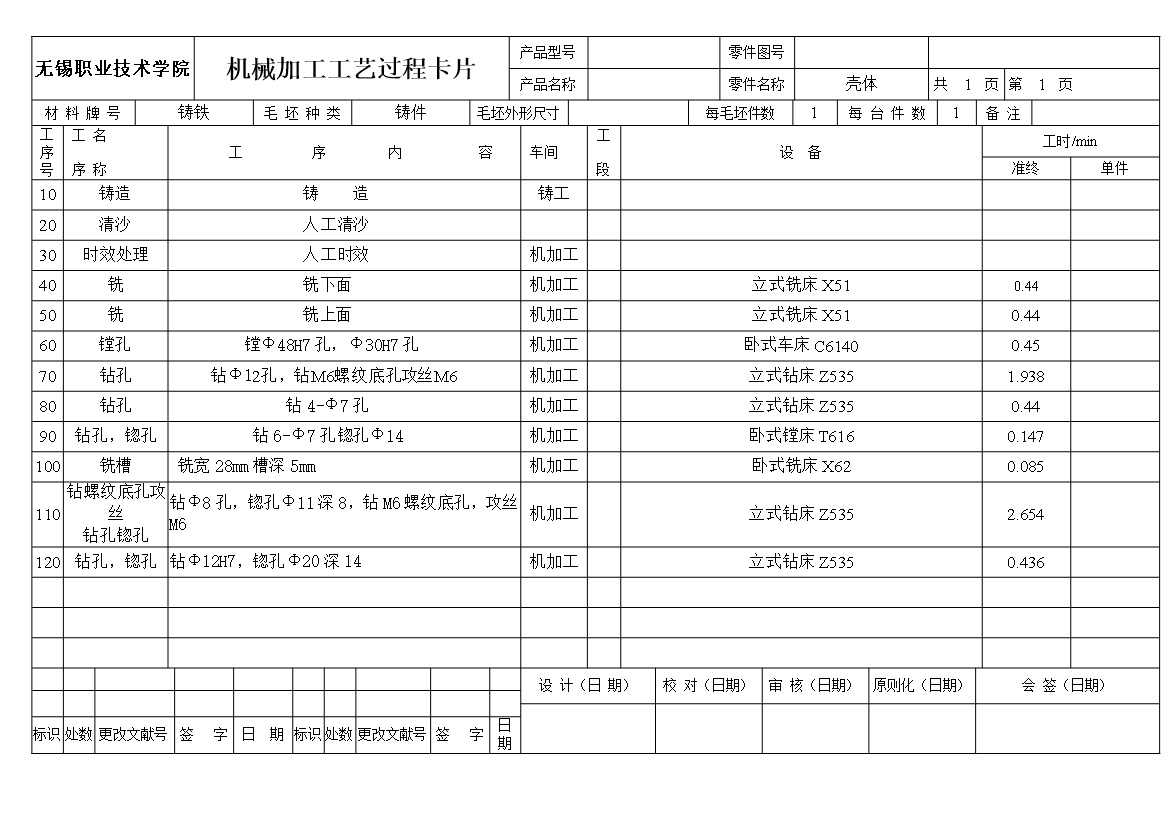
无锡职业技术学院机械加工工艺过程卡片产品型号零件图号产品名称零件名称壳体材料牌号铸铁毛坯种类铸件毛坯外形尺寸每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工时/min准终单件10铸造铸造铸工20清沙人工清沙30时效处理人工时效机加工40铣铣下面机加工立式铣床X510.4450铣铣上面机加工立式铣床X510.4460镗孔镗Φ48H7孔,Φ30H7孔机加工卧式车床C61400.4570钻孔钻Φ12孔,钻M6螺纹底孔攻丝M6机加工立式钻床Z5351.93880钻孔钻4-Φ7孔机加工立式
机械加工工艺过程卡.doc
无锡职业技术学院机械加工工艺过程卡片产品型号零件图号产品名称零件名称壳体材料牌号铸铁毛坯种类铸件毛坯外形尺寸每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工时/min准终单件10铸造铸造铸工20清沙人工清沙30时效处理人工时效机加工40铣铣下面机加工立式铣床X510.4450铣铣上面机加工立式铣床X510.4460镗孔镗Φ48H7孔,Φ30H7孔机加工卧式车床C61400.4570钻孔钻Φ12孔,钻M6螺纹底孔攻丝M6机加工立式钻床Z5351.93880钻孔钻4-Φ7孔机加工立式

机械加工工艺过程卡.docx
机械加工工艺过程卡产品型号零件图号产品名称零件名称共页第页材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1锻毛坯自由锻造空气锤2正火箱式电炉3车车端面,钻中心孔4粗车粗车外圆车锥度普通车床5精车精车外圆割槽切倒角车锥度.车螺纹普通车床,6检验检验精车后毛坯尺寸是否合格达到公差要求7滚滚齿车倒角滚齿机8淬火9钳修齿轮毛刺10剃剃齿剃齿机11垳垳齿,垳齿机底图号12洗洗键槽装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签

机械加工工艺过程卡.doc
无锡职业技术学院机械加工工艺过程卡片产品型号零件图号产品名称零件名称壳体材料牌号铸铁毛坯种类铸件毛坯外形尺寸每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工时/min准终单件10铸造铸造铸工20清沙人工清沙30时效处理人工时效机加工40铣铣下面机加工立式铣床X510.4450铣铣上面机加工立式铣床X510.4460镗孔镗Φ48H7孔,Φ30H7孔机加工卧式车床C61400.4570钻孔钻Φ12孔,钻M6螺纹底孔攻丝M6机加工立式钻床Z5351.93880钻孔钻4-Φ7孔机加工立式