
机械加工工艺过程卡.docx

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

机械加工工艺过程卡.doc
无锡职业技术学院机械加工工艺过程卡片产品型号零件图号产品名称零件名称壳体材料牌号铸铁毛坯种类铸件毛坯外形尺寸每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工时/min准终单件10铸造铸造铸工20清沙人工清沙30时效处理人工时效机加工40铣铣下面机加工立式铣床X510.4450铣铣上面机加工立式铣床X510.4460镗孔镗Φ48H7孔,Φ30H7孔机加工卧式车床C61400.4570钻孔钻Φ12孔,钻M6螺纹底孔攻丝M6机加工立式钻床Z5351.93880钻孔钻4-Φ7孔机加工立式

机械加工工艺过程卡.docx
机械加工工艺过程卡产品型号零件图号产品名称零件名称共页第页材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1锻毛坯自由锻造空气锤2正火箱式电炉3车车端面,钻中心孔4粗车粗车外圆车锥度普通车床5精车精车外圆割槽切倒角车锥度.车螺纹普通车床,6检验检验精车后毛坯尺寸是否合格达到公差要求7滚滚齿车倒角滚齿机8淬火9钳修齿轮毛刺10剃剃齿剃齿机11垳垳齿,垳齿机底图号12洗洗键槽装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签

机械加工工艺过程卡.doc
无锡职业技术学院机械加工工艺过程卡片产品型号零件图号产品名称零件名称壳体材料牌号铸铁毛坯种类铸件毛坯外形尺寸每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工时/min准终单件10铸造铸造铸工20清沙人工清沙30时效处理人工时效机加工40铣铣下面机加工立式铣床X510.4450铣铣上面机加工立式铣床X510.4460镗孔镗Φ48H7孔,Φ30H7孔机加工卧式车床C61400.4570钻孔钻Φ12孔,钻M6螺纹底孔攻丝M6机加工立式钻床Z5351.93880钻孔钻4-Φ7孔机加工立式
机械加工工艺过程卡.xls
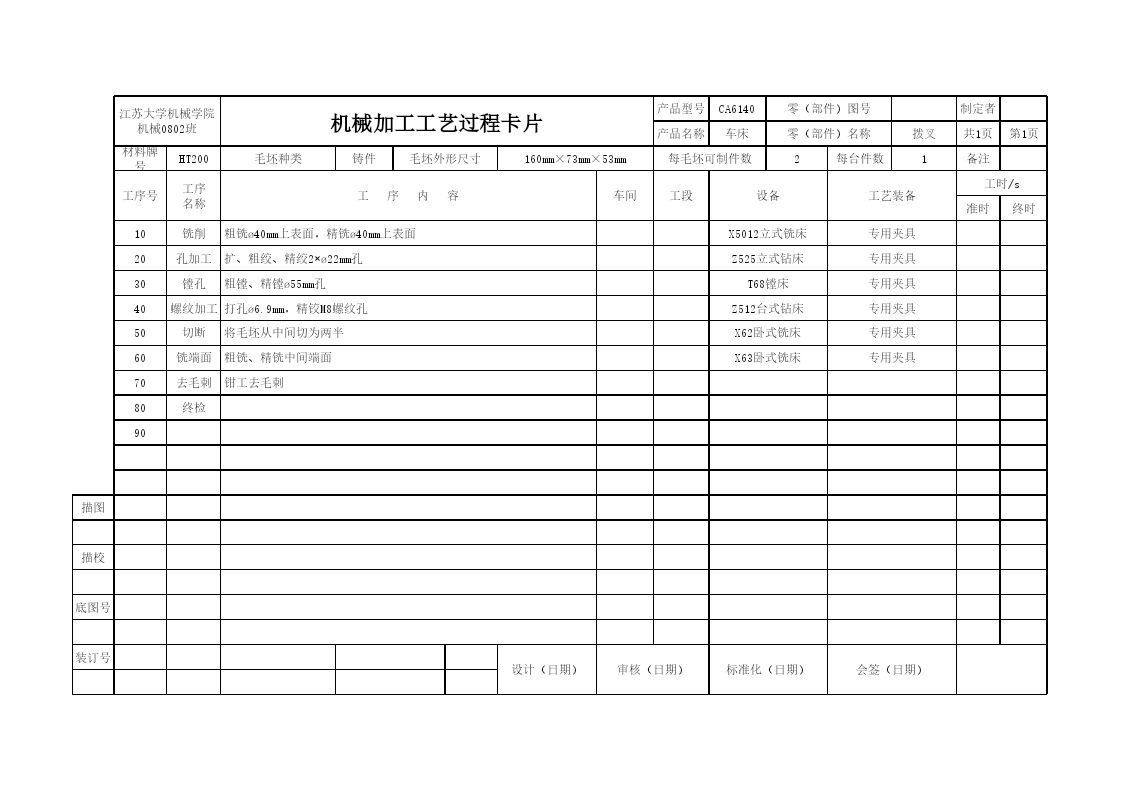
江苏大学机械学院机械0802班机械加工工艺过程卡片产品型号CA6140零(部件)图号制定者产品名称车床零(部件)名称拨叉材料牌号HT200毛坯种类铸件毛坯外形尺寸160mm×73mm×53mm每毛坯可制件数2每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时/s准时10铣削粗铣ø40mm上表面,精铣ø40mm上表面X5012立式铣床专用夹具20孔加工扩、粗绞、精绞2×ø22mm孔Z525立式钻床专用夹具30镗孔粗镗、精镗ø55mm孔T68镗床专用夹具40螺纹加工打孔ø6.9mm,精铰M8螺纹孔Z

机械加工工艺过程卡.doc
机械加工工艺过程卡产品名称工件名称工件图号材料编号序号工序名称工序内容设备名称工艺简图技术标准工装清单操作规程卡123456789机械加工工艺过程卡产品名称工件名称工件图号材料编号序号工序名称工序内容设备名称工艺简图技术标准工装清单操作规程卡1011图号修改通知单编号修改人生效日期编制审核校核日期标准化