
0°齿形角斜齿精车剃齿刀的设计方法.pdf

努力****振宇


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

0°齿形角斜齿精车剃齿刀的设计方法.pdf
本发明公开了一种0°齿形角斜齿精车剃齿刀的设计方法,步骤如下:1)确定基圆半径Rb:根据使用机床及刀具结构确定Rb;2)选取基圆螺旋角βb0:βb0取值为10°~20°;3)确定螺旋旋向:和加工齿轮的旋向一致;4)初算刀具齿数z0;5)核算实际基圆螺旋角6)确定外圆半径R:R=R*b+△R;7)确定刀宽B;8)确定刀齿槽螺旋导程P;9)确定刀刃法向后角αN;10)确定刀齿槽法向截形角ε:ε取值为25°~30°;11)确定刀齿齿顶宽b:b=mn;12)确定刀齿槽深h:h=(2.25~2.3)mn;13)确定
基于负变位平衡剃齿的非等边剃齿刀齿形设计方法.pdf
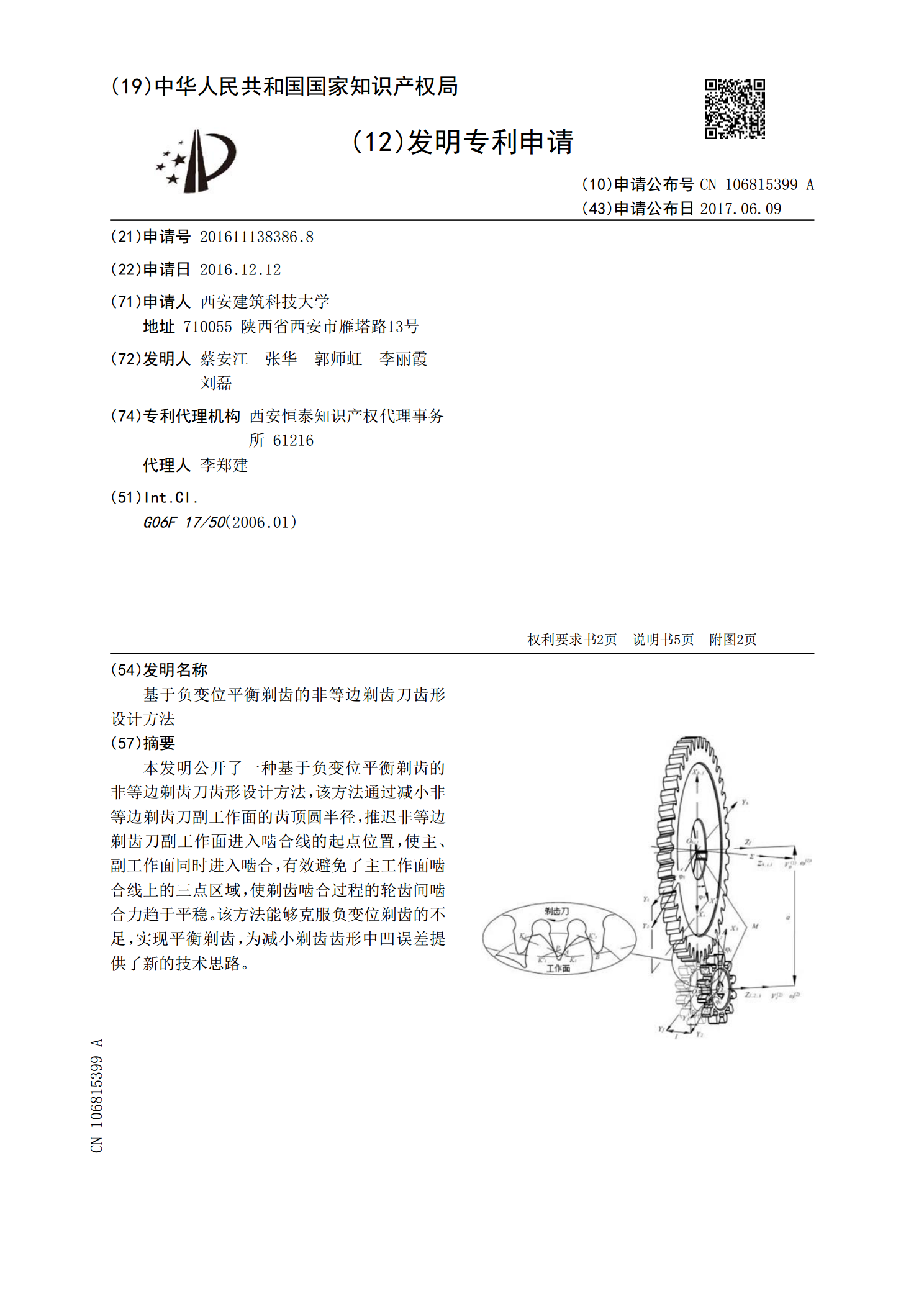
本发明公开了一种基于负变位平衡剃齿的非等边剃齿刀齿形设计方法,该方法通过减小非等边剃齿刀副工作面的齿顶圆半径,推迟非等边剃齿刀副工作面进入啮合线的起点位置,使主、副工作面同时进入啮合,有效避免了主工作面啮合线上的三点区域,使剃齿啮合过程的轮齿间啮合力趋于平稳。该方法能够克服负变位剃齿的不足,实现平衡剃齿,为减小剃齿齿形中凹误差提供了新的技术思路。

剃齿刀齿形磨床的齿形管理系统.pdf
在微机(10)中按照刃磨次数且按照剃齿刀的刀具规格设定齿形形状误差校正用的校正系数(α)及啮合位置校正用的校正系数(β)。并且,将目标齿形形状数据(Do)、目标齿形形状数据(Do)与齿形形状误差数据(ΔD)的偏差即齿形形状误差数据(ΔD)、以及根据刃磨次数和刀具规格而取入的校正系数(α)及校正系数(β)适用于Dcc=Do+α·ΔD+β这一计算式,求出预期齿形形状数据(Dcc),根据预期齿形形状数据(Dcc)求出剃齿刀齿形形状数据(ds)。由此,即使因对剃齿刀进行刃磨而剃齿刀的外径及齿厚变小,也能够进行适当

齿轮的精加工——剃齿工艺及剃齿刀设计.pdf
疋科技凰齿轮的精加工——剃齿工艺及剃齿刀设计

直齿插齿刀齿形造形误差及齿形角的合理修正方法.docx
直齿插齿刀齿形造形误差及齿形角的合理修正方法直齿插齿刀齿形造型误差及齿形角的合理修正方法引言直齿插齿刀是一种常用的金属切削工具,在机械零件加工中起到关键的作用。然而,由于制造过程中可能存在的误差,直齿插齿刀的齿形造型误差以及齿形角的不合理可能导致加工质量的下降,因此,合理修正直齿插齿刀的齿形误差及齿形角对于确保加工质量具有重要意义。本论文将探讨直齿插齿刀齿形造型误差及齿形角的合理修正方法。一、直齿插齿刀齿形造型误差的来源1.制造误差在直齿插齿刀的加工过程中,由于加工设备和工艺等因素的影响,很难做到完全精确