
基于负变位平衡剃齿的非等边剃齿刀齿形设计方法.pdf

曾琪****是我


1/10

2/10

3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于负变位平衡剃齿的非等边剃齿刀齿形设计方法.pdf
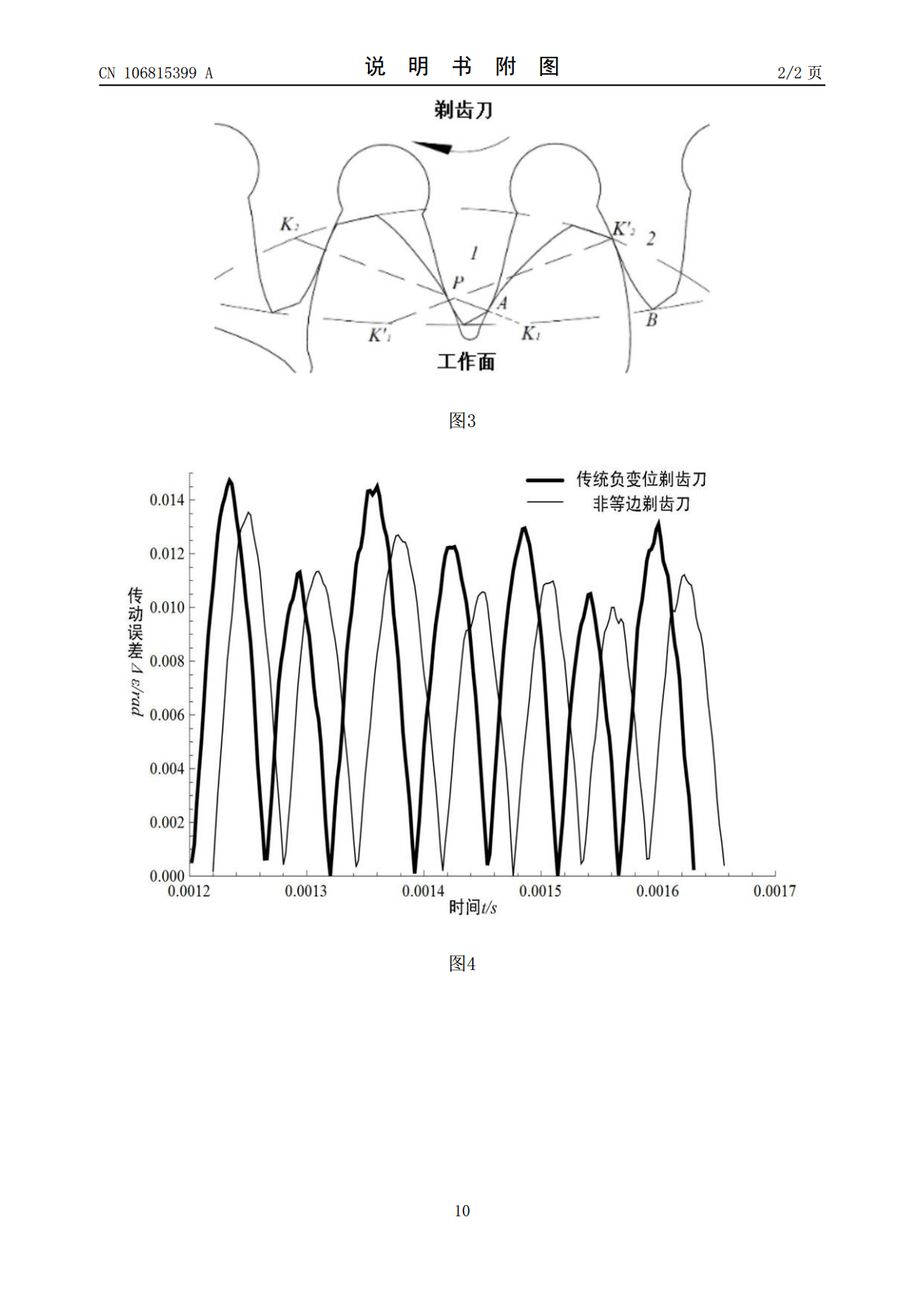
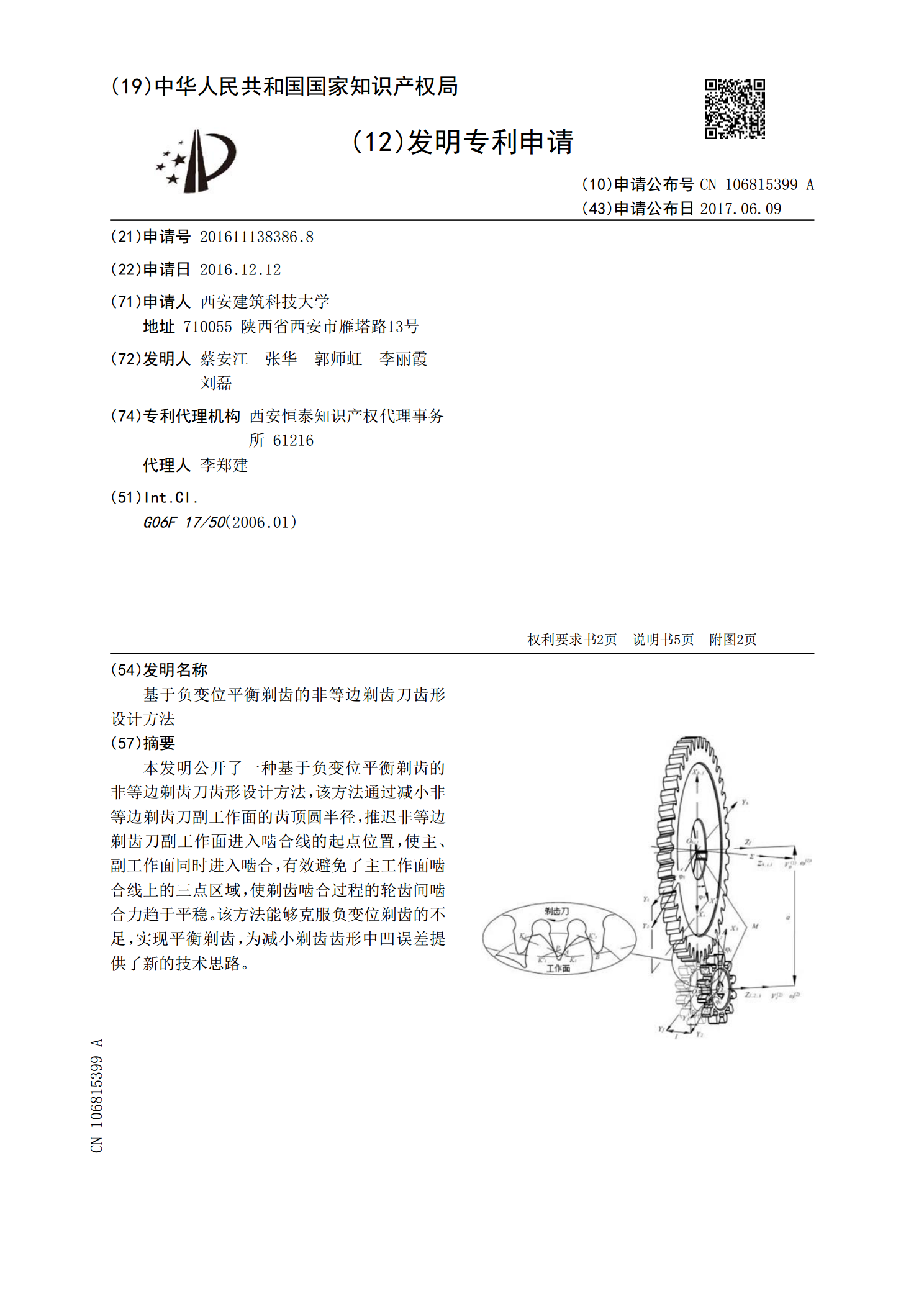
本发明公开了一种基于负变位平衡剃齿的非等边剃齿刀齿形设计方法,该方法通过减小非等边剃齿刀副工作面的齿顶圆半径,推迟非等边剃齿刀副工作面进入啮合线的起点位置,使主、副工作面同时进入啮合,有效避免了主工作面啮合线上的三点区域,使剃齿啮合过程的轮齿间啮合力趋于平稳。该方法能够克服负变位剃齿的不足,实现平衡剃齿,为减小剃齿齿形中凹误差提供了新的技术思路。

负变位平衡剃齿刀在我厂的应用.docx
负变位平衡剃齿刀在我厂的应用负变位平衡剃齿刀在我厂的应用摘要:负变位平衡剃齿刀作为一种新型的切削工具,具有独特的设计和刀片结构,被广泛应用于我厂的生产线中。本文介绍了负变位平衡剃齿刀的工作原理、优势和应用场景,并详细阐述了其在我厂的应用情况,以及带来的经济和技术效益。通过实际应用结果的分析和对比,论证了负变位平衡剃齿刀在我厂的有效性和可行性,为相关厂商提供了参考和借鉴。1.引言负变位平衡剃齿刀是一种具有独特刃形设计的切削工具,通过合理安排刃形和刃片结构,实现高效的切削和平衡效果。随着我厂生产线的发展和对产

负变位剃齿刀的应用.docx
负变位剃齿刀的应用负变位剃齿刀的应用论文摘要:负变位剃齿刀是一种常见的切削工具,广泛应用于机械加工领域。本论文就负变位剃齿刀的定义、结构、原理及应用进行研究,对负变位剃齿刀在车削、铣削、刨削和磨削等加工过程中的应用进行分析和总结,同时还介绍了负变位剃齿刀的发展趋势。1.引言负变位剃齿刀是一种具有多个刃数的切削工具。它的刃数在一定的范围内可以调整,通过改变刃数可以适应不同的加工需求。由于负变位剃齿刀具有切削快、加工效率高、加工质量好等特点,被广泛应用于车削、铣削、刨削和磨削等领域。2.负变位剃齿刀的结构和原

分析剃齿刀实现平衡接触剃齿时的设计.docx
分析剃齿刀实现平衡接触剃齿时的设计剃齿是制造机械齿轮的一种重要工艺。剃齿刀作为一种主要用于剃齿加工的工具,其设计对于完成剃齿加工有着至关重要的作用。而要实现平衡接触剃齿,剃齿刀的设计则需要更加精细和合理。一、剃齿刀的基本结构和作用剃齿刀是一种特殊的刀具,一般由柄、刃和薄片三部分组成。在剃齿加工的过程中,将剃齿刀按一定角度顺序地进给到被加工齿轮的芯轴上,然后进行反复转动,通过刀刃对齿轮表面的磨削和切削作用,逐步完成对齿轮齿形的修整和制造。剃齿刀的刀刃结构一般分为两种,一种是直齿刃,另一种是螺旋齿刃。直齿刃适

负变位剃齿机理研究.docx
负变位剃齿机理研究负变位剃齿机理研究论文摘要:负变位剃齿是一种重要的工程现象,广泛应用于各个领域。本文通过对负变位剃齿的机理进行了系统的研究和分析,包括材料特性、剃齿过程中的力学行为等,为深入理解负变位剃齿提供了一定的理论基础。此外,本文还介绍了常见的负变位剃齿机理研究方法,并对其优缺点进行了讨论。在最后,本文提出了一些有关未来研究方向的建议,以期能够进一步推动该领域的发展。关键词:负变位剃齿、机理研究、材料特性、剃齿过程、研究方法、未来研究方向第一节:引言负变位剃齿是一种常见的工程现象,广泛应用于机械、