
钢管内壁清洗枪.pdf

朋兴****en


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢管内壁清洗枪.pdf
本发明公开了一种钢管内壁清洗枪,它包括供沙管和位于其下方的高压供水管,供砂管的末端连接分砂器,高压供水管的末端连接喷射头,喷射头包括若干独立的喷射单元,各喷射单元与分砂器连通。供沙管和高压供水管向喷射单元分别输送砂浆和高压水,砂浆和高压水在喷射单元的喷嘴内混合,形成高速运动的磨料射流,从而形成线状喷射截面,依靠高速磨料射流的打击和冲刷,就可实现连续、高效、环保的清除钢管内壁鳞皮。供砂管和高压供水管通过管夹组件固定,管夹组件的支撑轮与钢管内壁接触来支撑整个除鳞枪,除鳞枪与钢管内壁之间为滚动摩擦,降低运动阻力

钢管内壁清洗机.pdf
本发明涉及一种钢管内壁清洗机,清洗机包括轨道、轨道小车、铁刷电机、小车电机、钢管支架及铁刷,轨道小车在轨道上运行,小车电机固装在轨道小车上,该轨道小车驱动轨道小车的车轮旋转,铁刷电机固装在轨道小车后部,该铁刷电机的输出轴的端部同轴安装有铁刷,在输出轴侧边安装有一喷水管,该喷水管的管口正对铁刷的径面。本发明整体结构简单,设计科学合理,清洗效率高,清洗效果好,能有效将附着在热扩工序后钢管内壁表面的石墨清洗干净,减少石墨的附着,以利于钢管酸洗,从而提高钢管后续的加工质量。

用于钢管内壁的清洗装置.pdf
本发明涉及一种用于钢管内壁的清洗装置,包括外壳,外壳内由上至下依次设置有第一安装腔、叶轮腔以及第二安装腔,第一安装腔内固定设置有分流件,分流件四周与第一安装腔内壁之间形成进水环腔,进水环腔与叶轮腔连通;所述导流件固定设置在外壳下端,导流件位于第二安装腔内,导流件四周与第二安装腔内壁之间形成导流腔,导流腔与叶轮腔连通,导流腔四周的外壳上开设有泄水口;叶轮腔内设置有可旋转的叶轮,叶轮连接旋转轴,所述旋转轴下端穿过导流件形成扭力输出端。提供一种可以在管道内进行移动清洗的清洗装置,整个清洗装置工作动力的来源依靠通
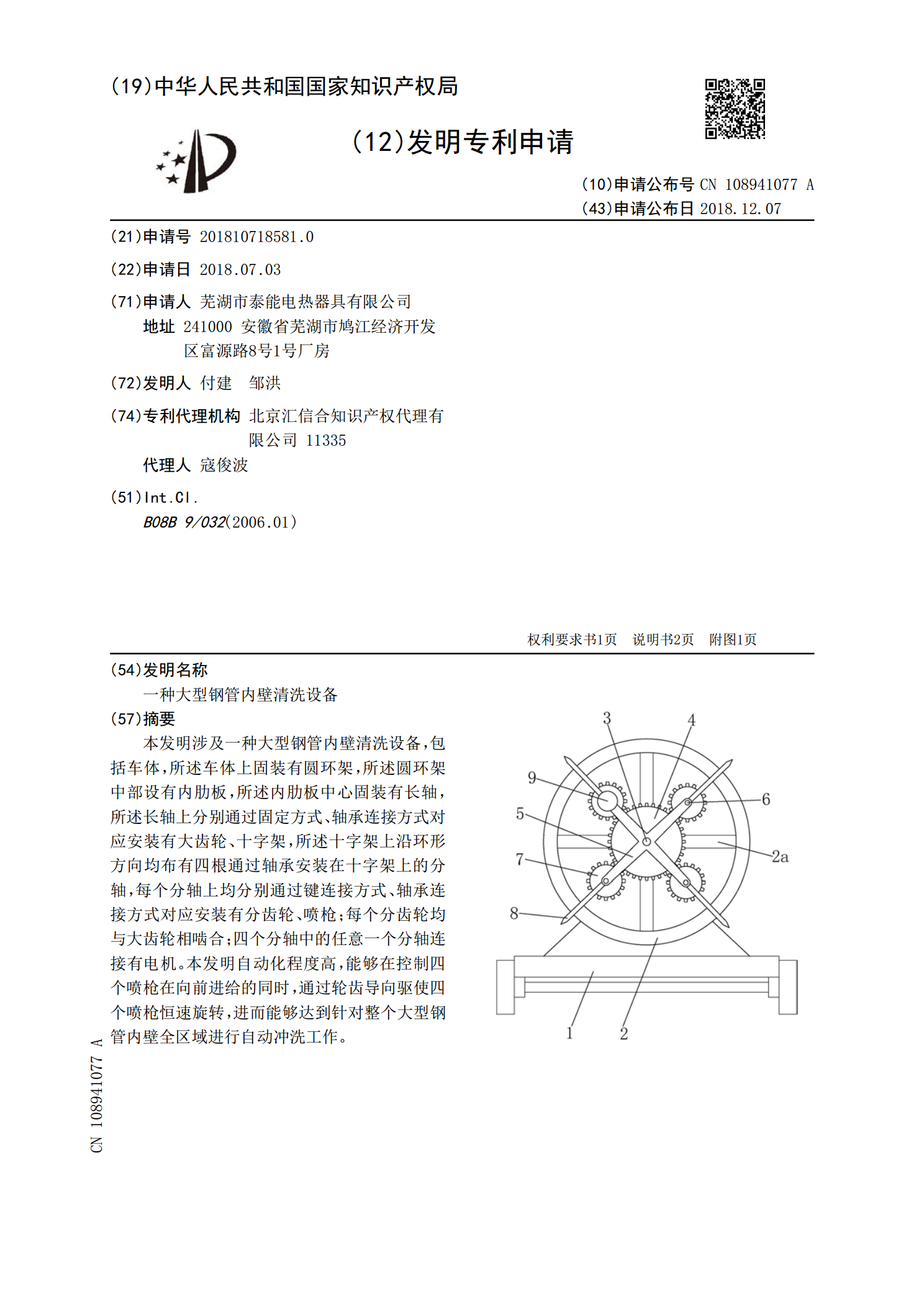
一种大型钢管内壁清洗设备.pdf
本发明涉及一种大型钢管内壁清洗设备,包括车体,所述车体上固装有圆环架,所述圆环架中部设有内肋板,所述内肋板中心固装有长轴,所述长轴上分别通过固定方式、轴承连接方式对应安装有大齿轮、十字架,所述十字架上沿环形方向均布有四根通过轴承安装在十字架上的分轴,每个分轴上均分别通过键连接方式、轴承连接方式对应安装有分齿轮、喷枪;每个分齿轮均与大齿轮相啮合;四个分轴中的任意一个分轴连接有电机。本发明自动化程度高,能够在控制四个喷枪在向前进给的同时,通过轮齿导向驱使四个喷枪恒速旋转,进而能够达到针对整个大型钢管内壁全区域
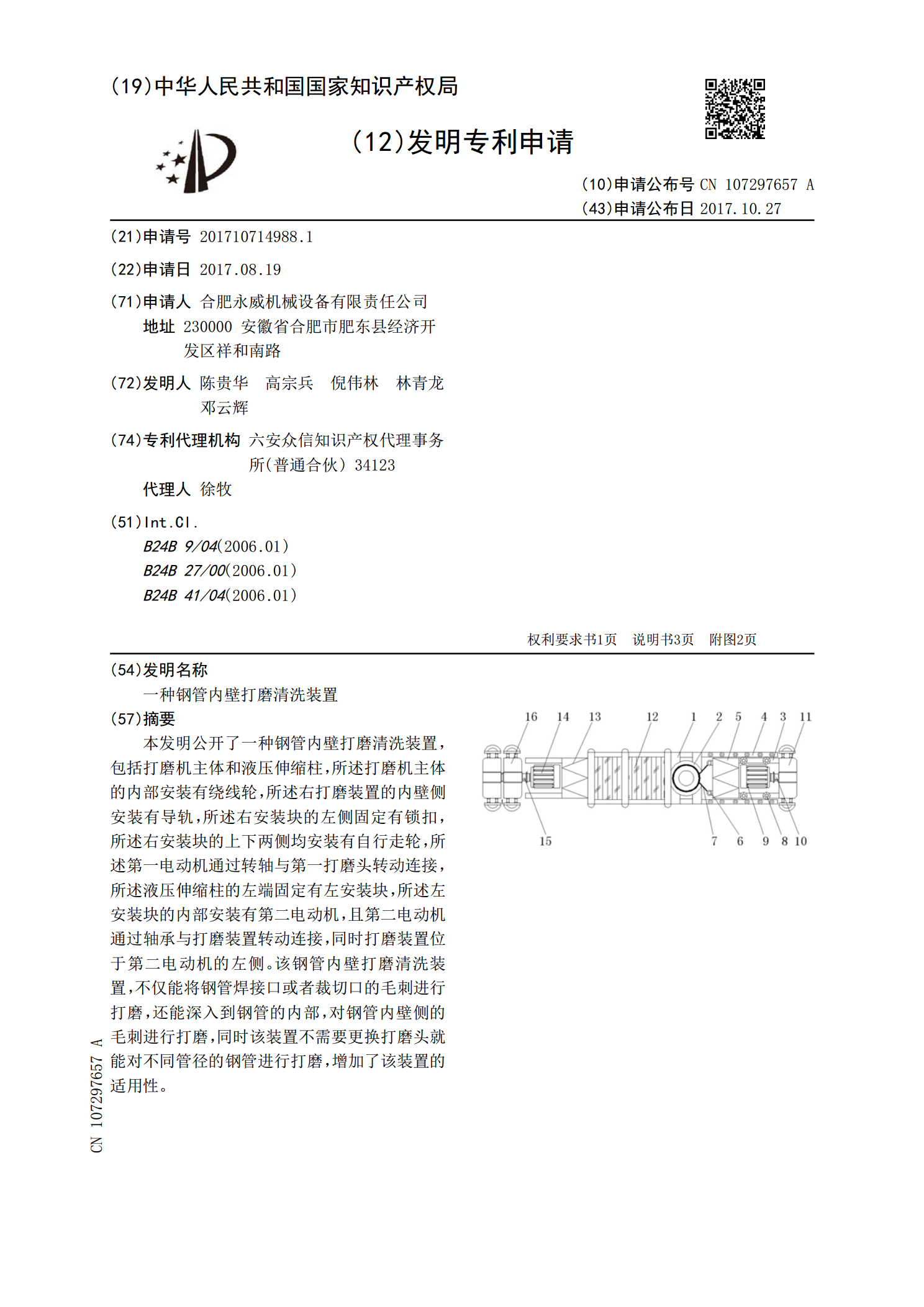
一种钢管内壁打磨清洗装置.pdf
本发明公开了一种钢管内壁打磨清洗装置,包括打磨机主体和液压伸缩柱,所述打磨机主体的内部安装有绕线轮,所述右打磨装置的内壁侧安装有导轨,所述右安装块的左侧固定有锁扣,所述右安装块的上下两侧均安装有自行走轮,所述第一电动机通过转轴与第一打磨头转动连接,所述液压伸缩柱的左端固定有左安装块,所述左安装块的内部安装有第二电动机,且第二电动机通过轴承与打磨装置转动连接,同时打磨装置位于第二电动机的左侧。该钢管内壁打磨清洗装置,不仅能将钢管焊接口或者裁切口的毛刺进行打磨,还能深入到钢管的内部,对钢管内壁侧的毛刺进行打磨