
一种整体叶轮叶片部分五轴联动变轴插铣数控加工方法.pdf

一吃****继勇


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种整体叶轮叶片部分五轴联动变轴插铣数控加工方法.pdf
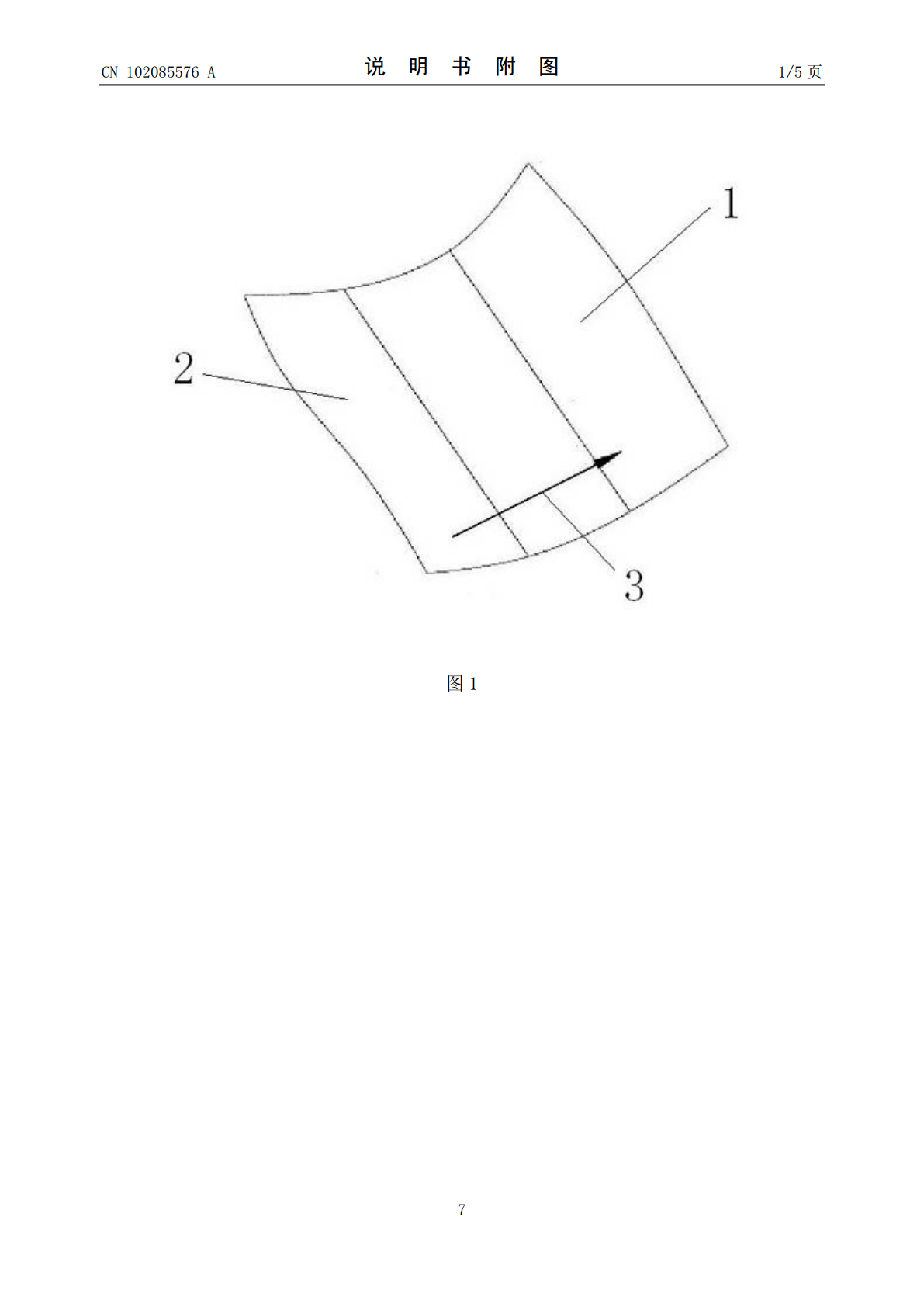
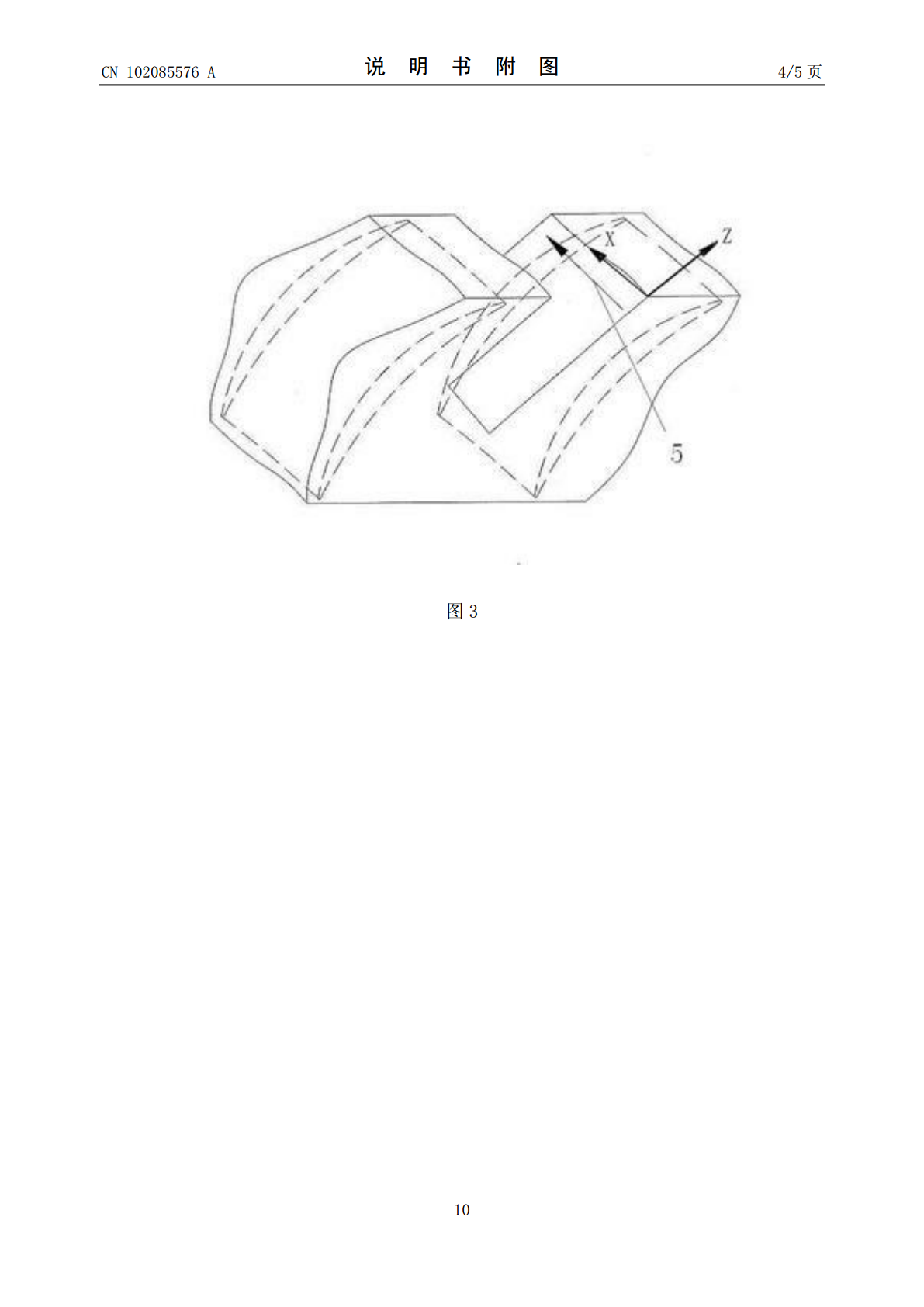
一种整体叶轮叶片部分五轴联动变轴插铣数控加工方法,按以下步骤进行:1)将零件待加工的空间自由曲面拆分成多个待加工区域;2)分析刀具加工过程中的受力情况;3)选择合适的插铣刀;4)规划加工路线;5)生成数控刀具轨迹;6)数控程序仿真;7)编辑数控程序;8)加工零件;其特点是采用五轴联动变轴插铣方式,提高了整体叶轮粗开槽去除大余量加工效率,解决了自由曲面固定轴插铣后,其叶片表面残余余量不均匀,需采用球形铣刀进行光整处理的加工难题;本发明可用于轴流式整体叶轮、整体叶环等复杂自由曲面结构类需去除大余量零件的五轴数
整体叶轮五轴插铣加工的顶刀识别及排除方法.pdf
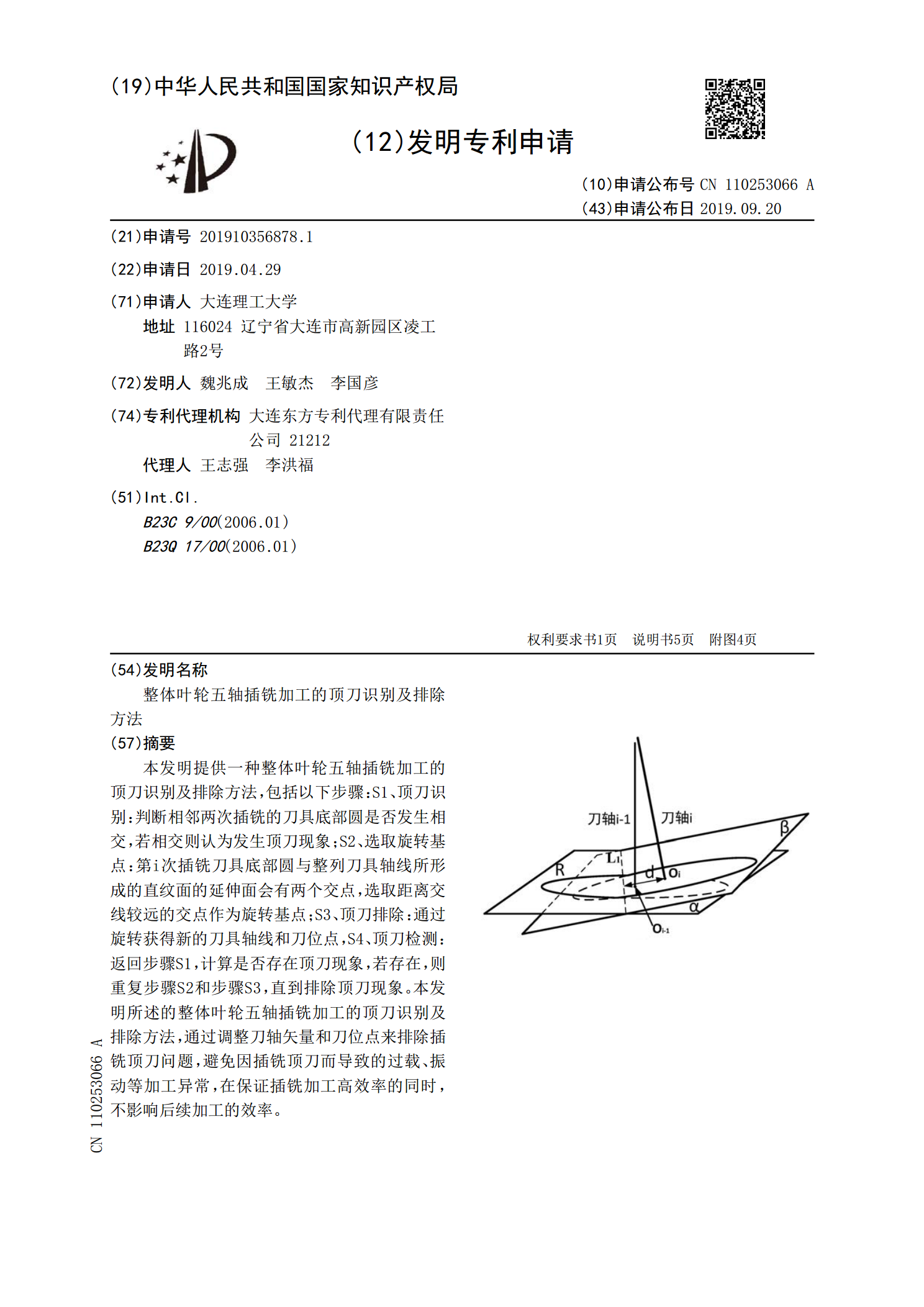
本发明提供一种整体叶轮五轴插铣加工的顶刀识别及排除方法,包括以下步骤:S1、顶刀识别:判断相邻两次插铣的刀具底部圆是否发生相交,若相交则认为发生顶刀现象;S2、选取旋转基点:第i次插铣刀具底部圆与整列刀具轴线所形成的直纹面的延伸面会有两个交点,选取距离交线较远的交点作为旋转基点;S3、顶刀排除:通过旋转获得新的刀具轴线和刀位点,S4、顶刀检测:返回步骤S1,计算是否存在顶刀现象,若存在,则重复步骤S2和步骤S3,直到排除顶刀现象。本发明所述的整体叶轮五轴插铣加工的顶刀识别及排除方法,通过调整刀轴矢量和刀位

半开式整体叶轮的定轴插铣加工.docx
半开式整体叶轮的定轴插铣加工半开式整体叶轮的定轴插铣加工半开式整体叶轮是一种常见的机械部件,广泛应用于各种机械设备中,如水泵、风机、压缩机等。半开式整体叶轮的定轴插铣加工是一项重要的加工工艺,旨在确保叶轮的几何形状和精度,以保证其性能和寿命。一、半开式整体叶轮的设计在进行半开式整体叶轮的加工之前,首先需要进行详细的设计。设计半开式整体叶轮的重要参数包括叶轮的直径、宽度、叶片的数量、叶片的扭转角度、进口流体速度和压力等。叶轮的直径和宽度是叶轮加工的基础参数,一般根据水泵、风机或压缩机的需求来确定。叶片的数量
一种整体叶轮五轴联动数控刀轨路径加工方法.pdf
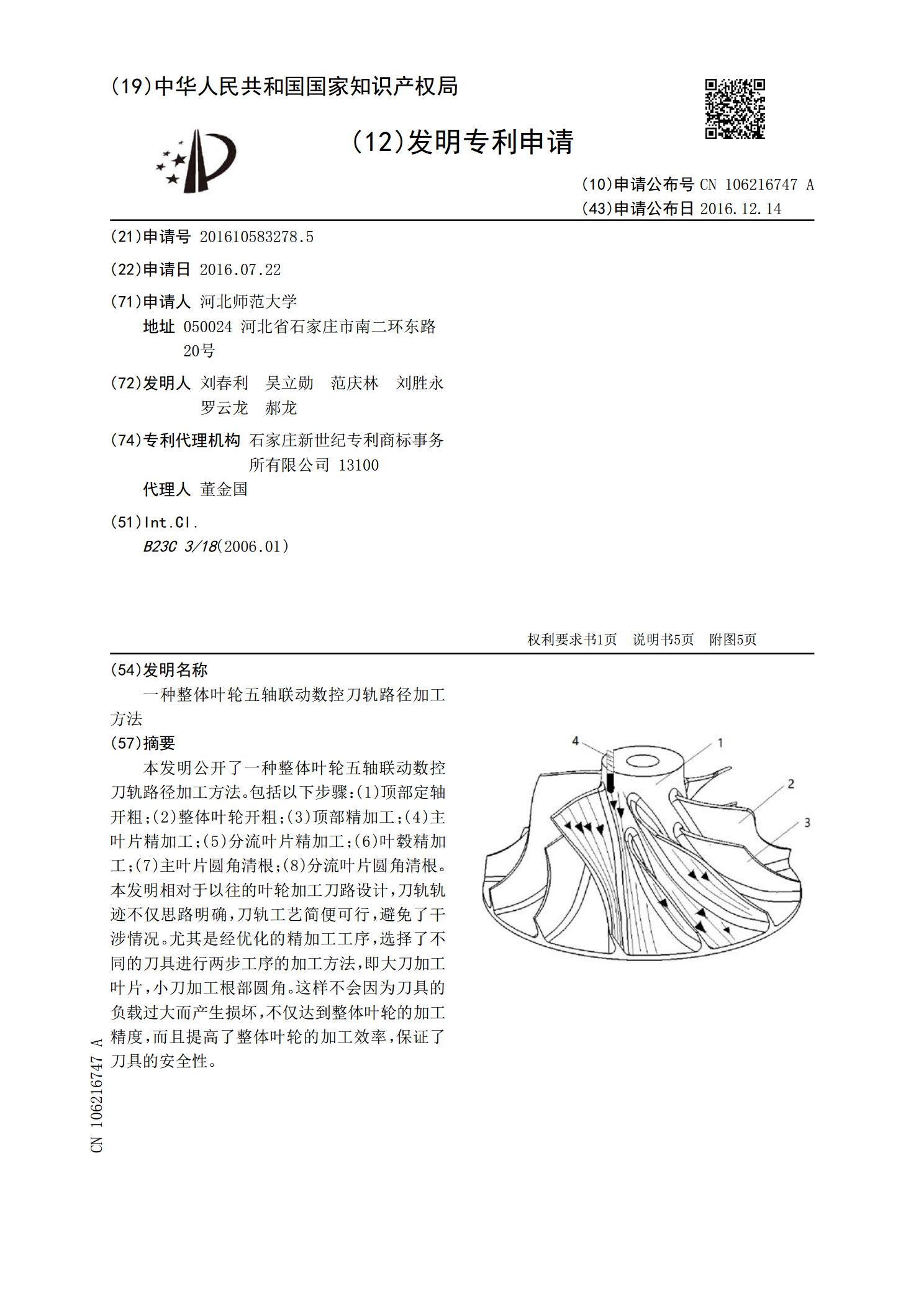
本发明公开了一种整体叶轮五轴联动数控刀轨路径加工方法。包括以下步骤:(1)顶部定轴开粗;(2)整体叶轮开粗;(3)顶部精加工;(4)主叶片精加工;(5)分流叶片精加工;(6)叶毂精加工;(7)主叶片圆角清根;(8)分流叶片圆角清根。本发明相对于以往的叶轮加工刀路设计,刀轨轨迹不仅思路明确,刀轨工艺简便可行,避免了干涉情况。尤其是经优化的精加工工序,选择了不同的刀具进行两步工序的加工方法,即大刀加工叶片,小刀加工根部圆角。这样不会因为刀具的负载过大而产生损坏,不仅达到整体叶轮的加工精度,而且提高了整体叶轮的

基于VERICUT的整体叶轮五轴联动数控加工仿真.docx
基于VERICUT的整体叶轮五轴联动数控加工仿真随着制造业的不断发展和技术的不断进步,工件的加工难度越来越大。其中,叶轮的五轴联动数控加工技术是一项相对成熟的技术,能够有效地解决传统叶轮加工中存在的问题。但是,叶轮五轴联动数控加工存在一定的风险,因此需要进行仿真和优化,以确保制造品质和生产效率。基于VERICUT的整体叶轮五轴联动数控加工仿真软件,是一种集成了刀具路径仿真和机床仿真的软件。它能够为制造企业提供多种仿真和优化服务,包括:实时仿真、碰撞检查、材料删除、优化形状、刀具路径模拟等等。同时,它还具有