
超临界汽轮机隔板静叶片整圈拂配多工序回转加工装置及方法.pdf

小宏****aa


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超临界汽轮机隔板静叶片整圈拂配多工序回转加工装置及方法.pdf
超临界汽轮机隔板静叶片整圈拂配多工序回转加工装置及方法,它涉及超临界汽轮机隔板静叶片整圈拂配加工装置及方法,具体涉及超临界汽轮机隔板静叶片整圈拂配多工序回转加工装置及方法。本发明为了解决现有加工方法加工难度大,产品质量不稳定,加工周期长的问题。本发明包括定位销、压板、定位垫块、夹具底板、转台、机床和刀具,定位销和压板将工件固定安装在定位垫块上,定位垫块安装在夹具底板上,夹具底板的一端与转台连接,转台固定安装在机床的工作台面上,刀具设置在工件的上方。本发明用于汽轮机隔板静叶片加工。
一种大型汽轮机叶片组合隔板加工工装装置及方法.pdf
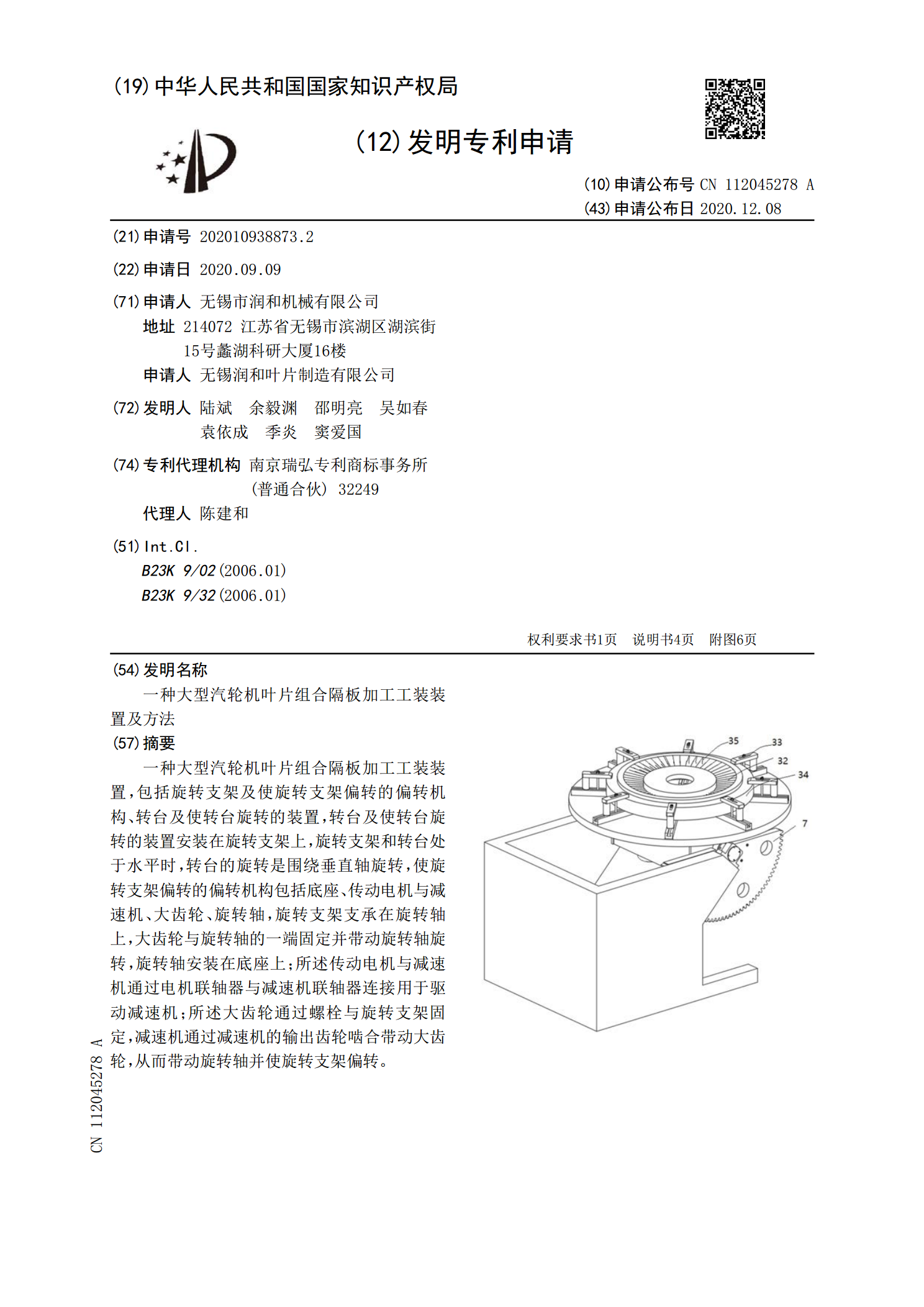
一种大型汽轮机叶片组合隔板加工工装装置,包括旋转支架及使旋转支架偏转的偏转机构、转台及使转台旋转的装置,转台及使转台旋转的装置安装在旋转支架上,旋转支架和转台处于水平时,转台的旋转是围绕垂直轴旋转,使旋转支架偏转的偏转机构包括底座、传动电机与减速机、大齿轮、旋转轴,旋转支架支承在旋转轴上,大齿轮与旋转轴的一端固定并带动旋转轴旋转,旋转轴安装在底座上;所述传动电机与减速机通过电机联轴器与减速机联轴器连接用于驱动减速机;所述大齿轮通过螺栓与旋转支架固定,减速机通过减速机的输出齿轮啮合带动大齿轮,从而带动旋转轴

一种汽轮机静叶片的加工点焊装置.pdf
本实用新型涉及一种汽轮机静叶片的加工点焊装置,包括工作台,所述工作台的上表面固定有焊接箱,所述焊接箱内腔的顶壁固定有气缸,所述气缸输出轴的外侧固定有被其驱动着做上下线性运动的安装底座,所述焊接箱的上表面设有净化机构,所述工作台的上表面设有定位机构。该汽轮机静叶片的加工点焊装置,在该加工点焊装置中设置了净化机构,经净化机构中各结构之间的相互配合,在对汽轮机静叶片的加工过程中,可有效将焊接时产生的焊烟进行净化,减少焊烟对空气的影响,确保工作人员在加工点焊的过程中不会过量吸入焊烟,为工作人员的身体健康提供了保障

一种汽轮机静叶片整圈预装配盘及预装配方法.pdf
一种汽轮机静叶片整圈预装配盘及预装配方法,涉及汽轮机静叶片预装配技术领域。本发明是为了解决现有技术中汽轮机静叶片装配要求严格,正式装配之前缺乏预备过程的问题。本发明所述的一种汽轮机静叶片整圈预装配盘,在装配盘本体的进气侧设有圆环形定位台阶,且该定位台阶与装配盘本体同轴。在预装配盘的装配端刻划分组刻线,然后按照实际装配要求依次在各装配组所占的定位台阶上装配叶片,当装配完成、且最后一个装配组中最后一只叶片的装配尺寸符合工艺要求时,将所有叶片相互固定,完成汽轮机静叶片的整圈预装配。本发明适合应用于汽轮机静叶片的

汽轮机叶片拂配量具及其加工工艺.pdf
本发明公开一种汽轮机叶片拂配量具及其加工工艺。所述拂配量具是模拟汽轮机转子叶轮一个弧段的假叶轮,该假叶轮上有多个呈辐射状分布的叶片装配槽,装配槽的轮廓型线、径向半径和周向分度均与真实叶轮的装配槽一致,槽底有叶片锁紧螺孔及螺钉。它用于对叶片进行预装配,提前进行装配质量指标检验,避免出现叶片批量质量问题,降低返修率,使叶片在生产车间内就符合装配要求,以提高工效,缩短机组装配周期,减少经济损失。