
超大型潜孔弧门制造工艺研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超大型潜孔弧门制造工艺研究.docx
超大型潜孔弧门制造工艺研究超大型潜孔弧门制造工艺研究摘要:潜孔弧门是一种用于堤坝、水闸、港口等水利工程中的重要设备,其制造工艺的研究对于提高工程结构的稳定性和安全性至关重要。本文通过对超大型潜孔弧门的制造工艺进行研究,总结了传统工艺的不足,并提出了一种改进的制造工艺。该工艺结合了数值模拟和实际制造经验,能够提高潜孔弧门的制造效率和质量,从而为大型水利工程的建设提供了可靠的技术支持。关键词:潜孔弧门;制造工艺;数值模拟;改进1.引言潜孔弧门作为水利工程中的重要设备,其稳定性和安全性直接关系到工程的运行效果。

超大型斜三支臂弧门制造的关键工艺.docx
超大型斜三支臂弧门制造的关键工艺超大型斜三支臂弧门是一种具有很高技术难度的大型建筑工程。其制造过程涉及到多个关键工艺,包括设计、钢结构制作、装配、焊接、表面处理等方面。以下将详细介绍这些关键工艺,并探讨其对超大型斜三支臂弧门制造的影响。首先,设计是超大型斜三支臂弧门制造的关键工艺之一。在设计阶段,需要进行结构计算和弧门模拟分析,确保门体的承载能力和稳定性。此外,还需要考虑弧门的运动性能,确保门体的开启和关闭动作平稳可靠。设计阶段的工作对后续的制造工艺和安装过程至关重要。钢结构制作是制造超大型斜三支臂弧门的
一种潜孔钻头渗碳制造工艺.pdf
本发明公开了一种潜孔钻头渗碳制造工艺,其工艺包括步骤如下(1)、切削螺纹,将分体的钻杆顶部与钻头内部进行螺纹切削;(2)、预热,将分离的钻头与钻杆放入加热炉并加热至580‑680℃;(3)、渗碳,在步骤(2)中的炉温加热至850‑900℃后保持此温度1‑2小时均温,然后重复此步骤2次;(4)、冷却,在步骤(3)完成后,将炉温降至820‑880℃并保持此温度0.8‑1.2小时;(5)、淬火,将经过步骤D处理后的钻头与钻杆放入淬火油中淬火20‑40分钟;淬火冷却后的钻头与钻杆再次置入加热炉中,加热至150‑2
一种小孔口整体铸造潜孔弧门.pdf
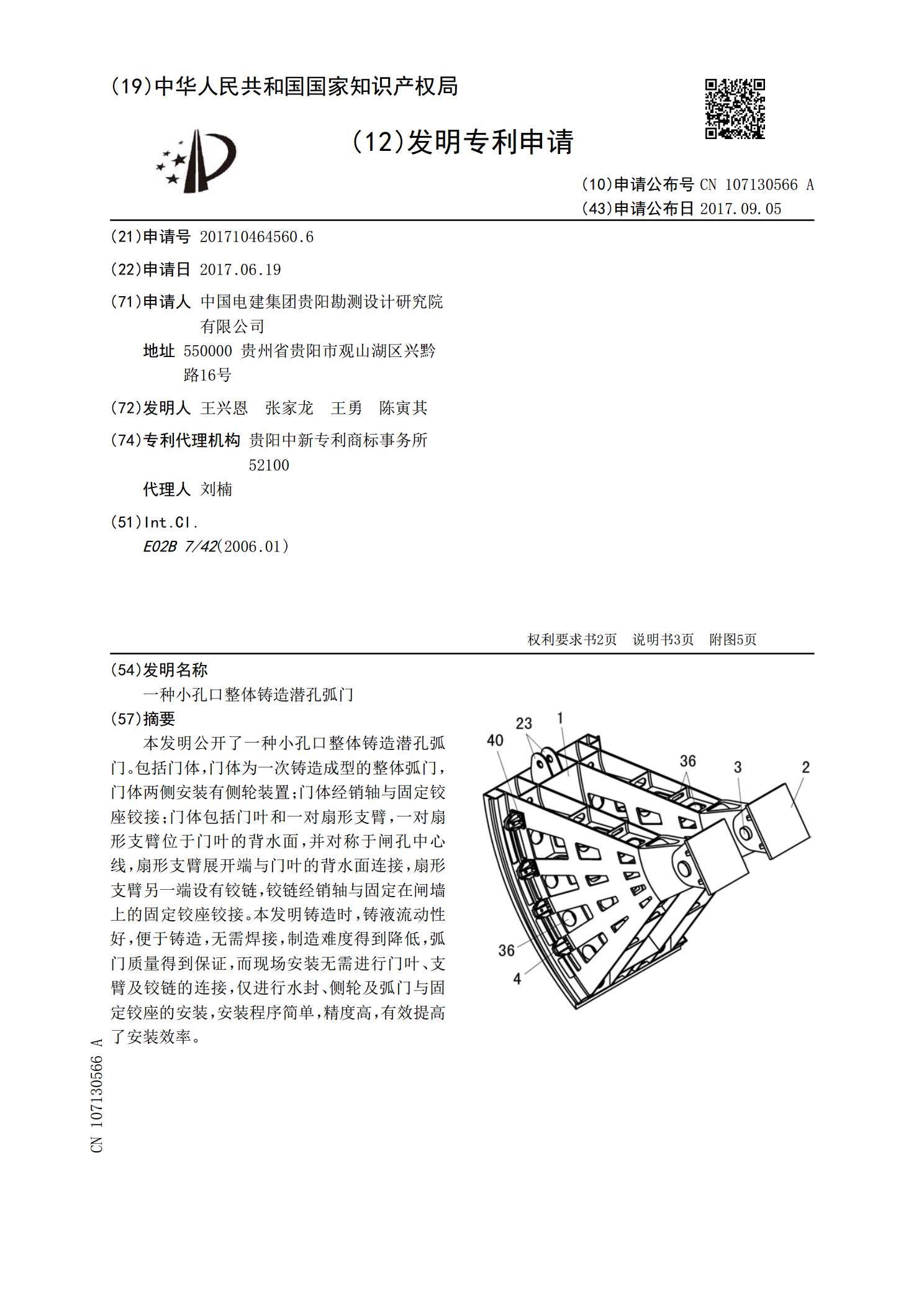
本发明公开了一种小孔口整体铸造潜孔弧门。包括门体,门体为一次铸造成型的整体弧门,门体两侧安装有侧轮装置;门体经销轴与固定铰座铰接;门体包括门叶和一对扇形支臂,一对扇形支臂位于门叶的背水面,并对称于闸孔中心线,扇形支臂展开端与门叶的背水面连接,扇形支臂另一端设有铰链,铰链经销轴与固定在闸墙上的固定铰座铰接。本发明铸造时,铸液流动性好,便于铸造,无需焊接,制造难度得到降低,弧门质量得到保证,而现场安装无需进行门叶、支臂及铰链的连接,仅进行水封、侧轮及弧门与固定铰座的安装,安装程序简单,精度高,有效提高了安装效

一种潜孔弧门侧轨的改进方法及结构.pdf
本发明公开了一种潜孔弧门侧轨的改进方法及结构,本发明的改进方法包括以下两点改进:一是对上节侧轨功能的改进,保留上节侧轨对闸门运行的侧向支承导向功能,取消上节侧轨的水封功能;二是下节侧轨采用不锈钢水封座板嵌入式结构,取消了现有下节侧轨上的突出结构,使闸门泄流时在水封座板周围不会出现水流紊乱,诱发水封振动产生疲劳破坏的问题。本发明上节侧轨通过设置凹槽使弧门水封与二次混凝土不接触且可大大减小侧轨结构尺寸,具有降低水封磨损、减轻侧轨重量、方便安装的优点;此外,下节侧轨采用不锈钢水封座板嵌入式结构,水封座板无突出结