
胺液吸收塔筒节纵缝焊接工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

胺液吸收塔筒节纵缝焊接工艺.docx
胺液吸收塔筒节纵缝焊接工艺背景氮化物是空气污染物的主要成分之一,对人类健康和环境造成很大的影响。因此,控制氮化物排放已成为环保工作的重要任务之一。胺液吸收是一种有效的脱硫、脱氮废气处理技术,被广泛应用于化工、电力、钢铁、冶金等工业生产中。胺液吸收塔是该技术的关键部件之一,其性能和可靠性直接影响着整个废气处理系统的稳定运行。而胺液吸收塔筒节是塔体构成的基本元件,筒节节点的焊接质量直接影响塔体的强度和稳定性,因此筒节节点的焊接工艺尤为关键。目的本文对胺液吸收塔筒节纵缝焊接工艺进行了系统的研究与分析,旨在对该工

大型厚壁胺液吸收塔焊接工艺分析.docx
大型厚壁胺液吸收塔焊接工艺分析一、背景大型厚壁胺液吸收塔是化工厂中常见的设备之一,在化工生产过程中起着至关重要的作用。该设备的主要功能是将脱硫废气中的二氧化硫通过吸收剂吸收,从而达到净化空气的目的。由于该设备涉及到化学反应、高温高压等复杂工艺,因此其制造难度和成本较高。在大型厚壁胺液吸收塔的制造中,焊接工艺是其中一个至关重要的环节。正确的焊接工艺可以确保该设备的稳定性和可靠性,从而保证设备的长期运行。因此,本文将从焊接工艺的角度来分析大型厚壁胺液吸收塔的制造,旨在提高设备的质量和效益。二、焊接工艺的原则在
窄筒体纵缝焊接工装.pdf
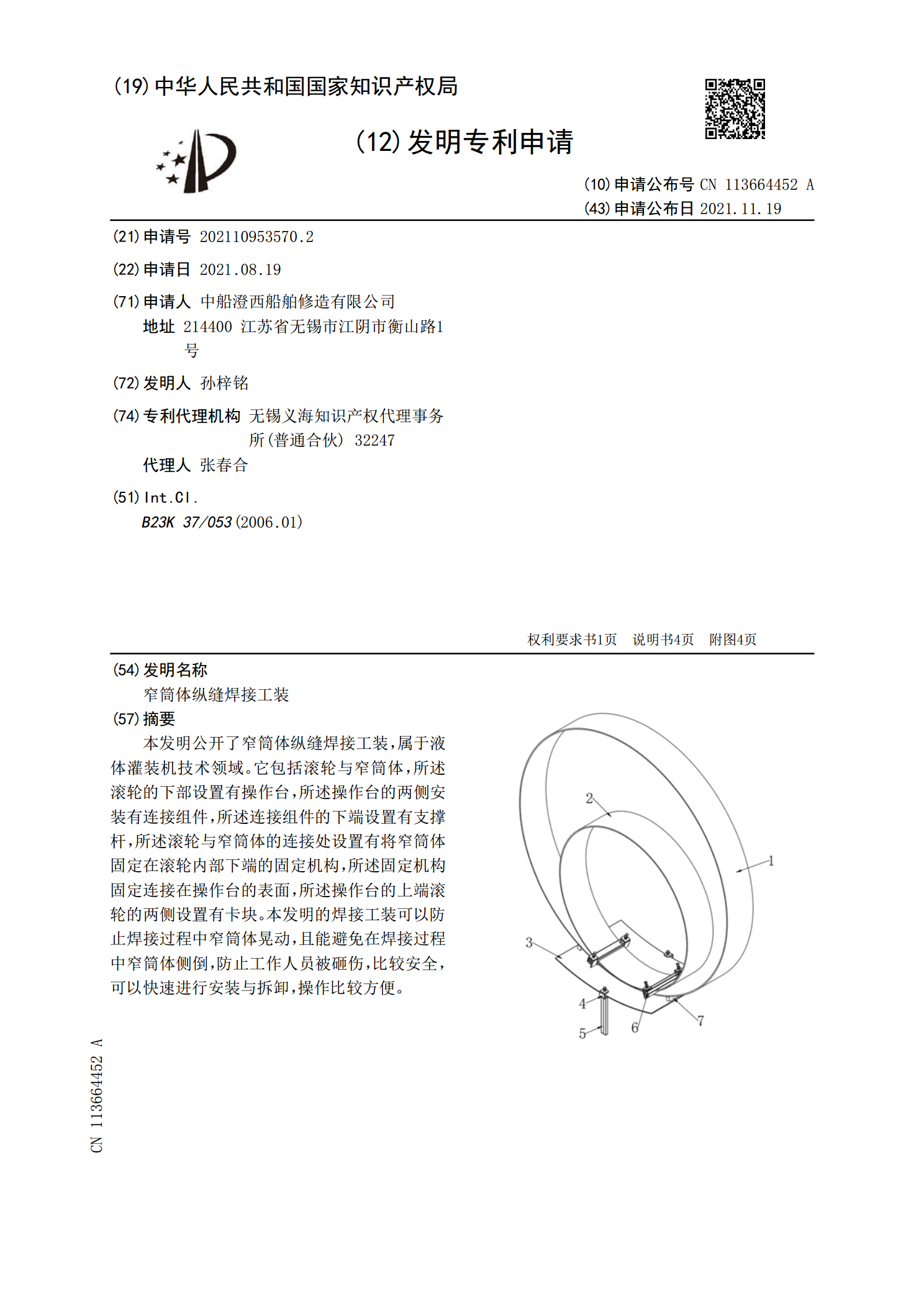
本发明公开了窄筒体纵缝焊接工装,属于液体灌装机技术领域。它包括滚轮与窄筒体,所述滚轮的下部设置有操作台,所述操作台的两侧安装有连接组件,所述连接组件的下端设置有支撑杆,所述滚轮与窄筒体的连接处设置有将窄筒体固定在滚轮内部下端的固定机构,所述固定机构固定连接在操作台的表面,所述操作台的上端滚轮的两侧设置有卡块。本发明的焊接工装可以防止焊接过程中窄筒体晃动,且能避免在焊接过程中窄筒体侧倒,防止工作人员被砸伤,比较安全,可以快速进行安装与拆卸,操作比较方便。
厚壁筒体纵缝窄间隙焊接坡口加工工艺.pdf
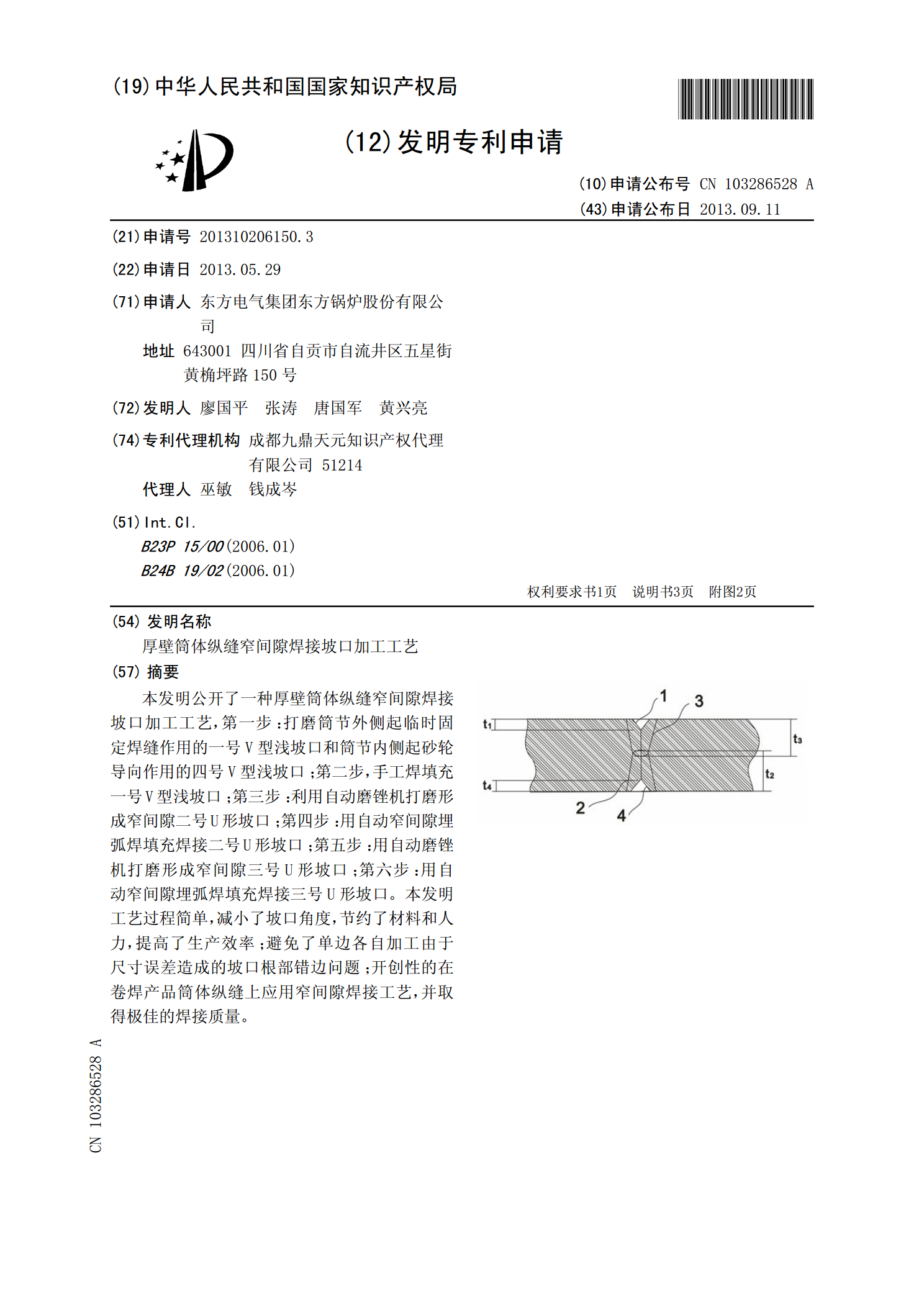
本发明公开了一种厚壁筒体纵缝窄间隙焊接坡口加工工艺,第一步:打磨筒节外侧起临时固定焊缝作用的一号V型浅坡口和筒节内侧起砂轮导向作用的四号V型浅坡口;第二步,手工焊填充一号V型浅坡口;第三步:利用自动磨锉机打磨形成窄间隙二号U形坡口;第四步:用自动窄间隙埋弧焊填充焊接二号U形坡口;第五步:用自动磨锉机打磨形成窄间隙三号U形坡口;第六步:用自动窄间隙埋弧焊填充焊接三号U形坡口。本发明工艺过程简单,减小了坡口角度,节约了材料和人力,提高了生产效率;避免了单边各自加工由于尺寸误差造成的坡口根部错边问题;开创性的在

锅筒纵缝焊接焊剂填充装置的设计与应用.pptx
添加副标题目录PART01PART02锅筒制造工艺需求传统焊接方法的局限性焊剂填充装置的应用意义PART03结构设计概述进料系统设计焊剂输送装置设计排风系统设计PART04工作原理简述操作流程详解关键工艺参数说明PART05焊接质量提升生产效率提高安全性能提升经济效益分析PART06应用案例概述效果评估方法与标准实际应用效果分析用户反馈与改进建议PART07技术创新方向市场拓展计划行业发展趋势感谢您的观看