
航空发动机涡轮盘榫槽拉刀检测方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

航空发动机涡轮盘榫槽拉刀检测方法.docx
航空发动机涡轮盘榫槽拉刀检测方法一、引言涡轮盘榫槽是航空发动机涡轮组件中十分重要的部件之一,其形状与精度对引导和转动叶轮有着关键的影响。同时,由于其长时间在高温高压的工作环境下,很容易受到高温的影响而产生变形,从而影响整个发动机转动的平衡性。因此,对涡轮盘榫槽的检测研究具有重要的应用意义。本文主要介绍航空发动机涡轮盘榫槽拉刀检测方法,包括原理、步骤、设备和技术指标等内容,为涡轮盘榫槽质量检测提供一定的参考。二、原理涡轮盘榫槽的形状和精度是决定发动机性能和寿命的重要因素,因此必须进行精确的检测。涡轮盘榫槽拉

一种涡轮盘榫槽拉刀几何结构的优化方法.pdf
本发明公开了一种涡轮盘榫槽拉刀几何结构的优化方法,包括以下步骤:步骤一、建立拉刀几何结构的尺寸关联数学模型;步骤二、设定拉刀、机床的约束条件,约束条件包括切削应力约束;步骤三、建立切削应力约束与拉刀几何尺寸之间的关联性;步骤四、建立未安装拉刀机床各部和安装拉刀后机床各部的振动传递模型,并确定相应模态函数;步骤五、由模态函数确定拉刀动态特性参数;步骤六、建立以动态特性参数为自变量,拉刀处响应为因变量的函数,得到动态特性参数与拉刀几何尺寸间的关联性;步骤七、采用变密度法,根据动态特性参数进行结构优化,在此基础

MBD工艺模型驱动的涡轮盘榫槽拉刀设计.docx
MBD工艺模型驱动的涡轮盘榫槽拉刀设计论文题目:MBD工艺模型驱动的涡轮盘榫槽拉刀设计摘要:随着现代机械制造业的快速发展和对产品质量的更高要求,设计和制造过程中的效率和准确性成为关键。传统的设计方法在涡轮盘榫槽拉刀设计中存在许多问题,如设计制图繁琐、模型与图纸不一致等。在这个背景下,本论文研究了以MBD工艺模型驱动的涡轮盘榫槽拉刀设计。首先,介绍了MBD工艺模型的概念和相关技术;然后,详细阐述了涡轮盘榫槽拉刀的设计要求和工艺流程,并利用MBD工艺模型驱动进行了设计和制造过程。通过对该方法的实验和仿真,证明

轮盘榫槽组合型面可调式精拉刀.pdf
一种轮盘榫槽组合型面可调式精拉刀,其包括有安装部、切削部和调整部,其中,切削部为两半分体式轮廓型线刀刃件,并且通过调整部固定于安装部,该调整部为可更换件以调整切削部轮廓型线的位置。本发明能够消除刃口重磨后的尺寸偏差,保持精加工型线的几何精度,并降低了刀具成本,延长了刀具的使用寿命,适用于重型燃气轮机转子轮盘榫槽的拉削精加工。
一种轮盘榫槽开槽用拉刀组结构及开槽方法.pdf
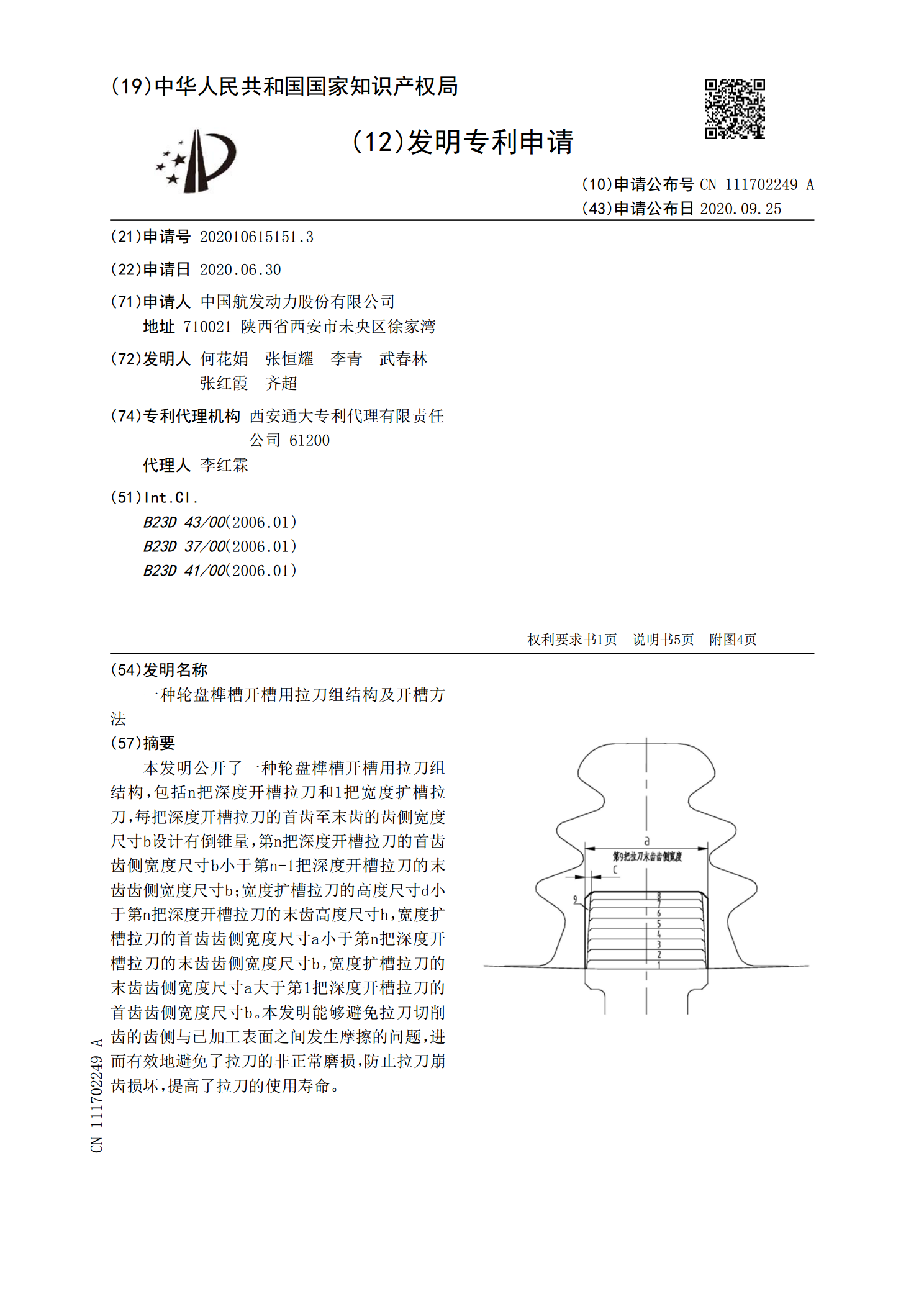
本发明公开了一种轮盘榫槽开槽用拉刀组结构,包括n把深度开槽拉刀和1把宽度扩槽拉刀,每把深度开槽拉刀的首齿至末齿的齿侧宽度尺寸b设计有倒锥量,第n把深度开槽拉刀的首齿齿侧宽度尺寸b小于第n‑1把深度开槽拉刀的末齿齿侧宽度尺寸b;宽度扩槽拉刀的高度尺寸d小于第n把深度开槽拉刀的末齿高度尺寸h,宽度扩槽拉刀的首齿齿侧宽度尺寸a小于第n把深度开槽拉刀的末齿齿侧宽度尺寸b,宽度扩槽拉刀的末齿齿侧宽度尺寸a大于第1把深度开槽拉刀的首齿齿侧宽度尺寸b。本发明能够避免拉刀切削齿的齿侧与已加工表面之间发生摩擦的问题,进而有