
inconel706冷加工方法.pdf

夏萍****文章


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

inconel706冷加工方法.pdf
inconel706冷加工方法,本发明涉及冷加工方法。本发明是要解决现有加工技术加工后的表面质量存在缺陷,易发生安全事故的问题。方法:一、测量;二、将试环落于胎具止口内;三、用端面车刀车削试环上端面;四、用外圆车刀车削试环外圆面。本发明方法提高了表面质量,减少了加工废品率,提高了inconel706零件精加工表面的质量,减少了不符合要求的废品产生。本发明用于冷加工inconel706。

铝颗粒冷加工装置及加工方法.pdf
铝颗粒冷加工装置及加工方法是铝颗粒加工技术,它克服了其它技术存在的缺点,它是由铝屑加工机和铝颗粒造粒机组成,其加工方法为,铝锭放置在轨道内,由压料装置压紧,被推料装置沿轨道推向旋转着的刀滚,被圆柱状切削刀具切削成铝屑;用铝屑机将铝锭切削成铝屑后,铝颗粒造粒机将铝屑加工成直径为0.2-5毫米的球形颗粒,然后采用锅炉引风机将铝颗粒从造粒机中引出,同时用旋风卸料器将铝颗粒收集进料斗中。
一种油水气混合式内冷加工装置及內冷加工方法.pdf
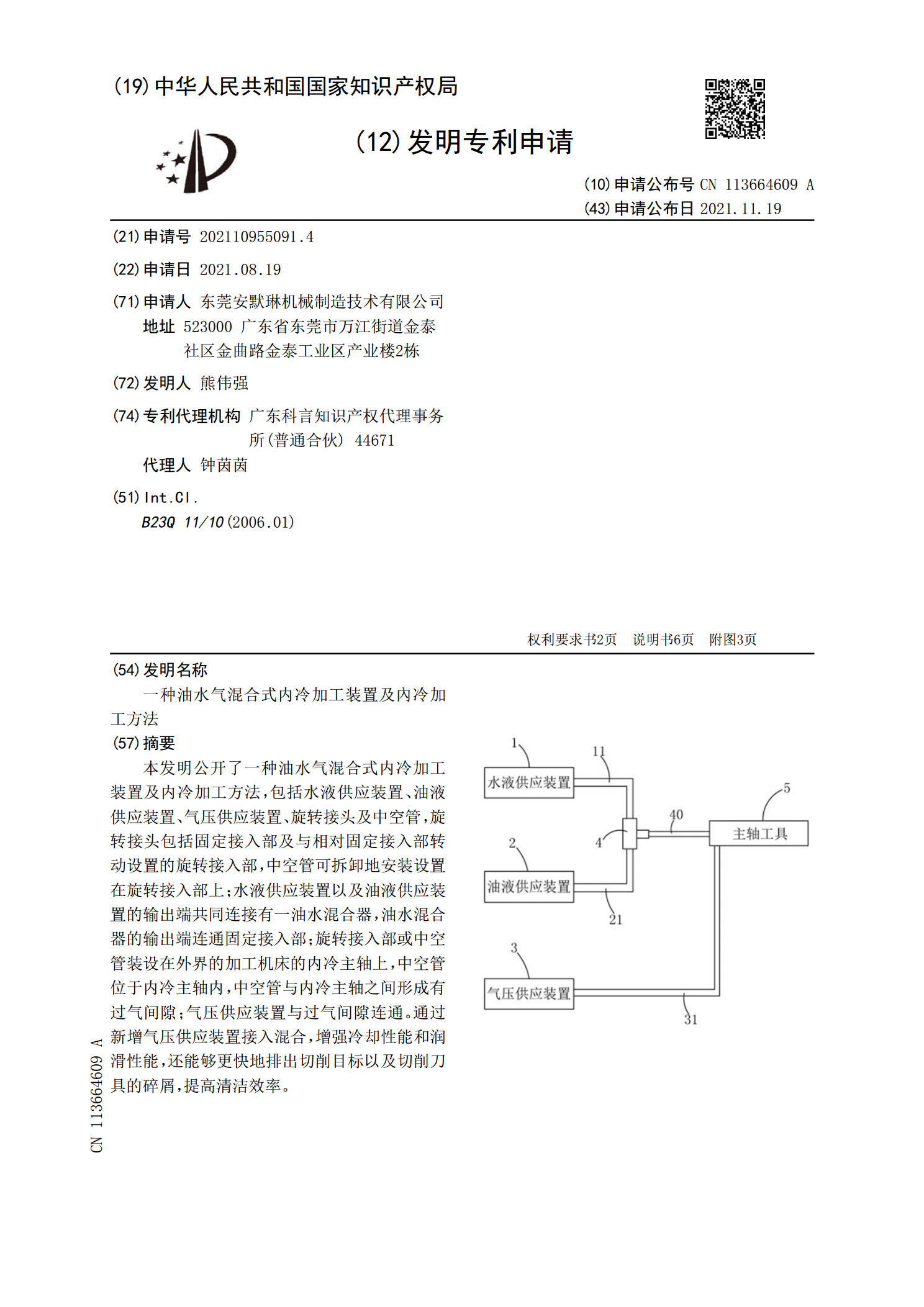
本发明公开了一种油水气混合式内冷加工装置及内冷加工方法,包括水液供应装置、油液供应装置、气压供应装置、旋转接头及中空管,旋转接头包括固定接入部及与相对固定接入部转动设置的旋转接入部,中空管可拆卸地安装设置在旋转接入部上;水液供应装置以及油液供应装置的输出端共同连接有一油水混合器,油水混合器的输出端连通固定接入部;旋转接入部或中空管装设在外界的加工机床的内冷主轴上,中空管位于内冷主轴内,中空管与内冷主轴之间形成有过气间隙;气压供应装置与过气间隙连通。通过新增气压供应装置接入混合,增强冷却性能和润滑性能,还能

一种钛宝石的表面冷加工方法.pdf
本发明公开了一种钛宝石的表面冷加工方法,分为热胶粘结上盘、粗磨、高速抛光、精细抛光、超声清洗等工序。使用棕榈蜡粘结16片直Ф10mm*10mm的钛宝石,再分别用W28和W14的碳化硼在铁盘上研磨钛宝石端面,然后使用3.0微米的氧化铝抛光液在树脂铜盘上高速抛光钛宝石端面,之后使用80纳米的硅溶胶抛光液在沥青抛光盘上精抛钛宝石端面,在200倍显微镜下检测钛宝石表面质量后,逐次使用石蜡油、氧乙烯醚以及超纯水等溶剂超声清洗钛宝石,最后使用专用甩干机甩干钛宝石表面残留纯水。本发明提供一种钛宝石的表面冷加工方法,适用

机械冷加工.doc
机械冷加工的安全问题与对策冷加工通常指机械加工,通过工人操纵机床进行的去除材料的切削加工方法。机械冷加工的特点是使用的装夹工具和被切削的工件或刀具间有高速相对运动,如果设备防护不好,操作者不遵守操作规程,很容易造成人身伤害和财产损失。一.案例及分析1988年4月22日上午9时,某模具厂铸工车间女工李利正在一台自制的砂轮机上进行铸件清砂作业。突然,高速旋转的砂轮破裂飞出,碎片击中沈利芬的头部,她当场气绝身亡。高速旋转砂轮的破碎造成人员伤亡是磨床操作最常见的伤害事故。砂轮的破碎多数情况是由于磨床旋转速度超过了