
用端面槽车刀加工齿轮坯的内腔工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用端面槽车刀加工齿轮坯的内腔工艺.docx
用端面槽车刀加工齿轮坯的内腔工艺一、引言齿轮是机械传动中常用的零件之一,广泛应用于各种机械设备中,起着传动、减速和增速等作用。在制造齿轮中,内齿轮坯的加工是一个重要的环节,内腔加工对于齿轮的精度和质量有着至关重要的影响。本文将以端面槽车刀加工齿轮坯的内腔工艺为主题,详细介绍其工艺流程、加工方法以及存在的问题和解决措施,以期对内齿轮的加工过程有更全面的认识。二、工艺流程端面槽车刀加工齿轮坯的内腔是一个相对复杂的加工过程,需要经过多道工序才能完成。一般来说,该工艺流程如下:1.齿轮坯的预制处理:先将齿轮坯进行

内沟槽及端面槽的加工.docx
第7章内沟槽及端面槽的加工130机械制造业是国民经济的支柱产业,切削加工是机械制造中必不可少的加工方法,深入研究这项工艺,对振兴民族工业,促使国民经济的健康发展,使我们伟大祖国跻身于世界民族之林起着重要的作用。车床在金属切削机床中所占比重最大,车工也是目前社会中最基本、最广泛和最具挑战的工作之一,在机械行业中占有非常重要的地位和作用。本章将进行内孔加工,图纸和参数如图7-1所示:图7-1技术要求:1﹑材料45号钢2﹑转下序车锥面训练内容:1﹑加工端面槽和内沟槽切削用量的选择和确定2﹑端面槽和内沟槽的车削方

大导程内螺旋槽型腔的加工工艺.docx
大导程内螺旋槽型腔的加工工艺大导程内螺旋槽型腔的加工工艺引言:随着工业的不断发展,对于加工工艺的需求也越来越高。在很多机械加工领域中,大导程内螺旋槽型腔的加工是一项非常重要的工艺。本论文将围绕大导程内螺旋槽型腔的加工工艺展开讨论,主要介绍加工工艺的原理、方法和常见问题等方面的内容。一、大导程内螺旋槽型腔的概述大导程内螺旋槽型腔是一种常见的腔体结构,广泛应用于航空航天、汽车工业、机械制造等领域。它具有优秀的密封性能和承载能力,因此在高压、高温和高速工况下,其应用非常广泛。二、大导程内螺旋槽型腔加工工艺的原理
一种齿轮坯的加工工艺.pdf
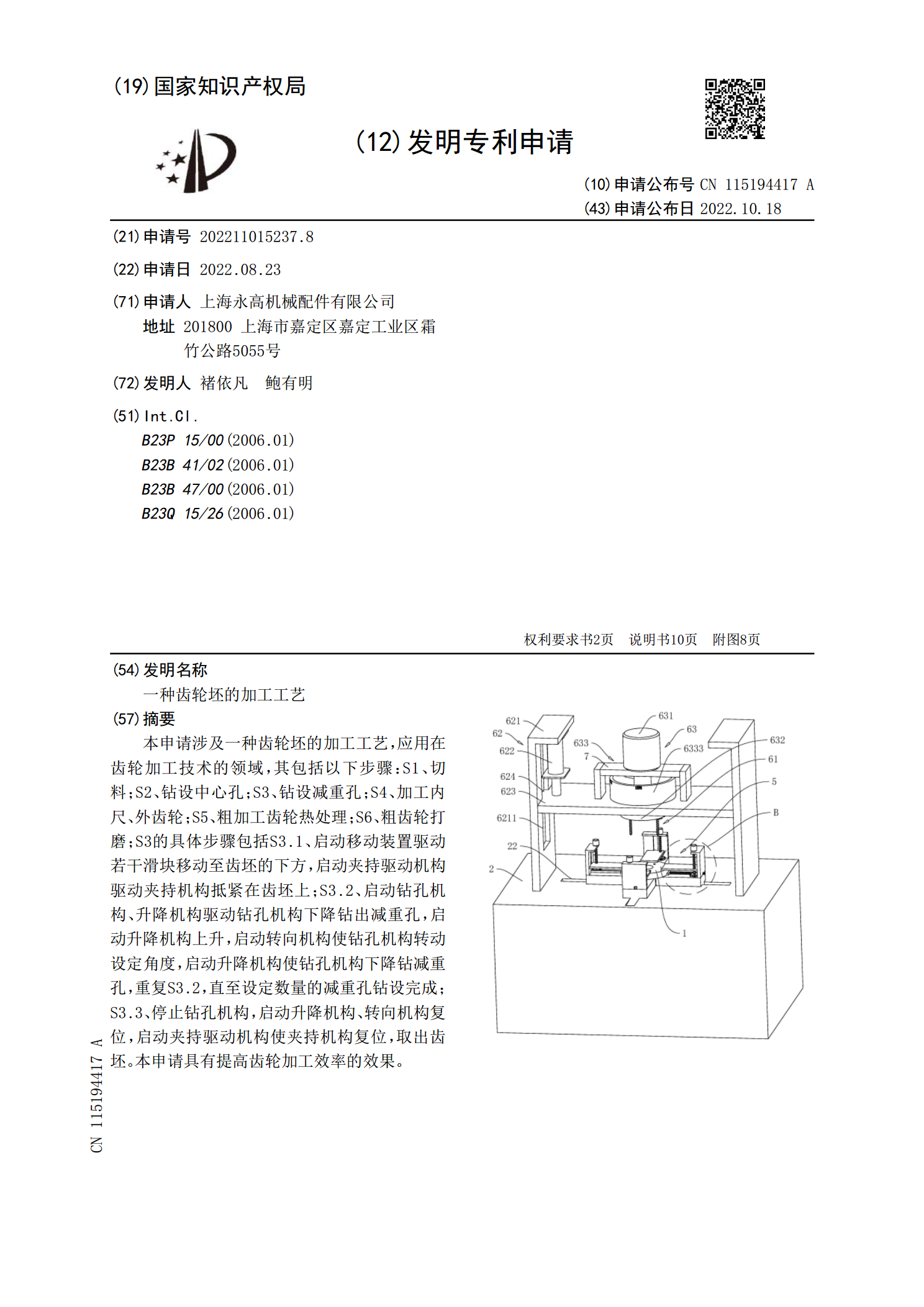
本申请涉及一种齿轮坯的加工工艺,应用在齿轮加工技术的领域,其包括以下步骤:S1、切料;S2、钻设中心孔;S3、钻设减重孔;S4、加工内尺、外齿轮;S5、粗加工齿轮热处理;S6、粗齿轮打磨;S3的具体步骤包括S3.1、启动移动装置驱动若干滑块移动至齿坯的下方,启动夹持驱动机构驱动夹持机构抵紧在齿坯上;S3.2、启动钻孔机构、升降机构驱动钻孔机构下降钻出减重孔,启动升降机构上升,启动转向机构使钻孔机构转动设定角度,启动升降机构使钻孔机构下降钻减重孔,重复S3.2,直至设定数量的减重孔钻设完成;S3.3、停止钻

一种齿轮端面的加工工艺.pdf
本发明属于齿轮加工技术领域,具体公开了一种齿轮端面的加工工艺,包括以下步骤:(1)锻造;(2)正火,对锻件进行正火处理;(3)粗车,去除两端面的大量加工余量,两端面初步成型;(4)精车,将两端面精车到位,两端面预留有硬车余量,并在两端面上车出环形沉槽;(5)钻孔,在环形沉槽内钻若干通孔;(6)热处理,渗碳淬火;(7)抛丸,将锻件进行抛丸,清洁两端面,改善表面组织,提高表面强度;(8)热后硬车,将两端面硬车到位,环形沉槽被消除;(9)清洗。本方案在粗车、精车和硬车的过程中均避免了刀具与通孔的直接接触,进而避