
一种球头销球头磨削加工方法及装置.pdf

Ja****20

1/8

2/8

3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种球头销球头磨削加工方法及装置.pdf
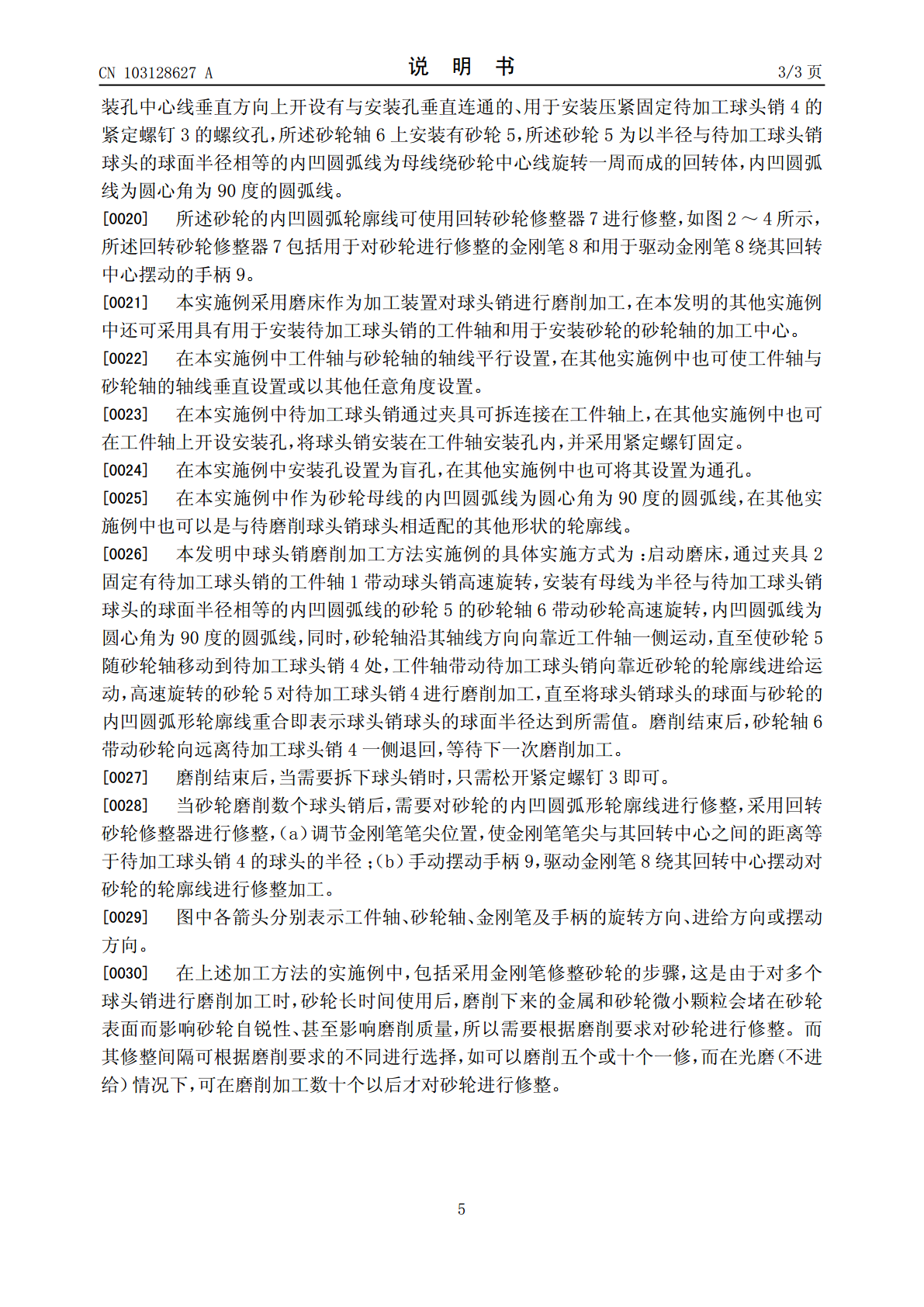
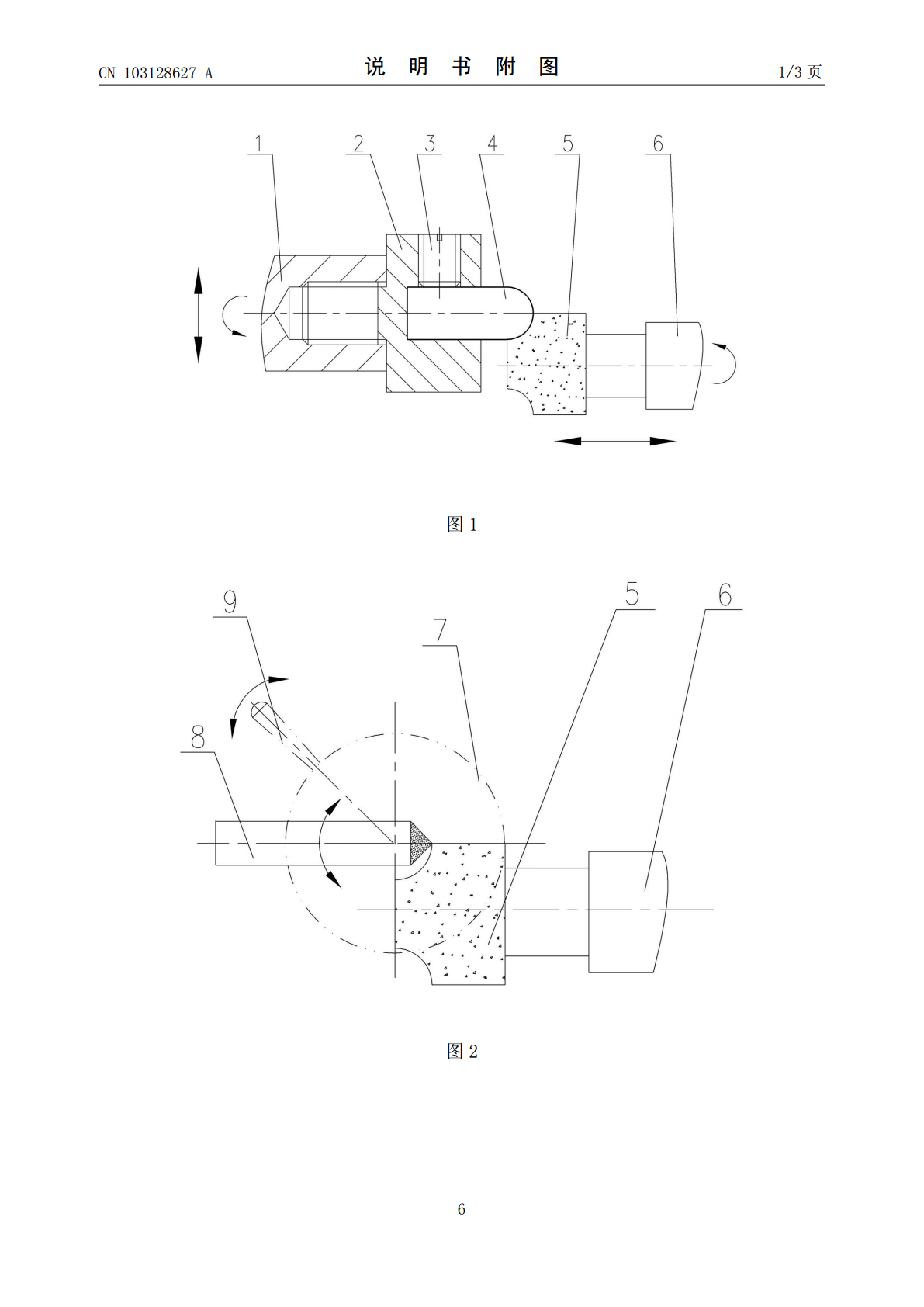
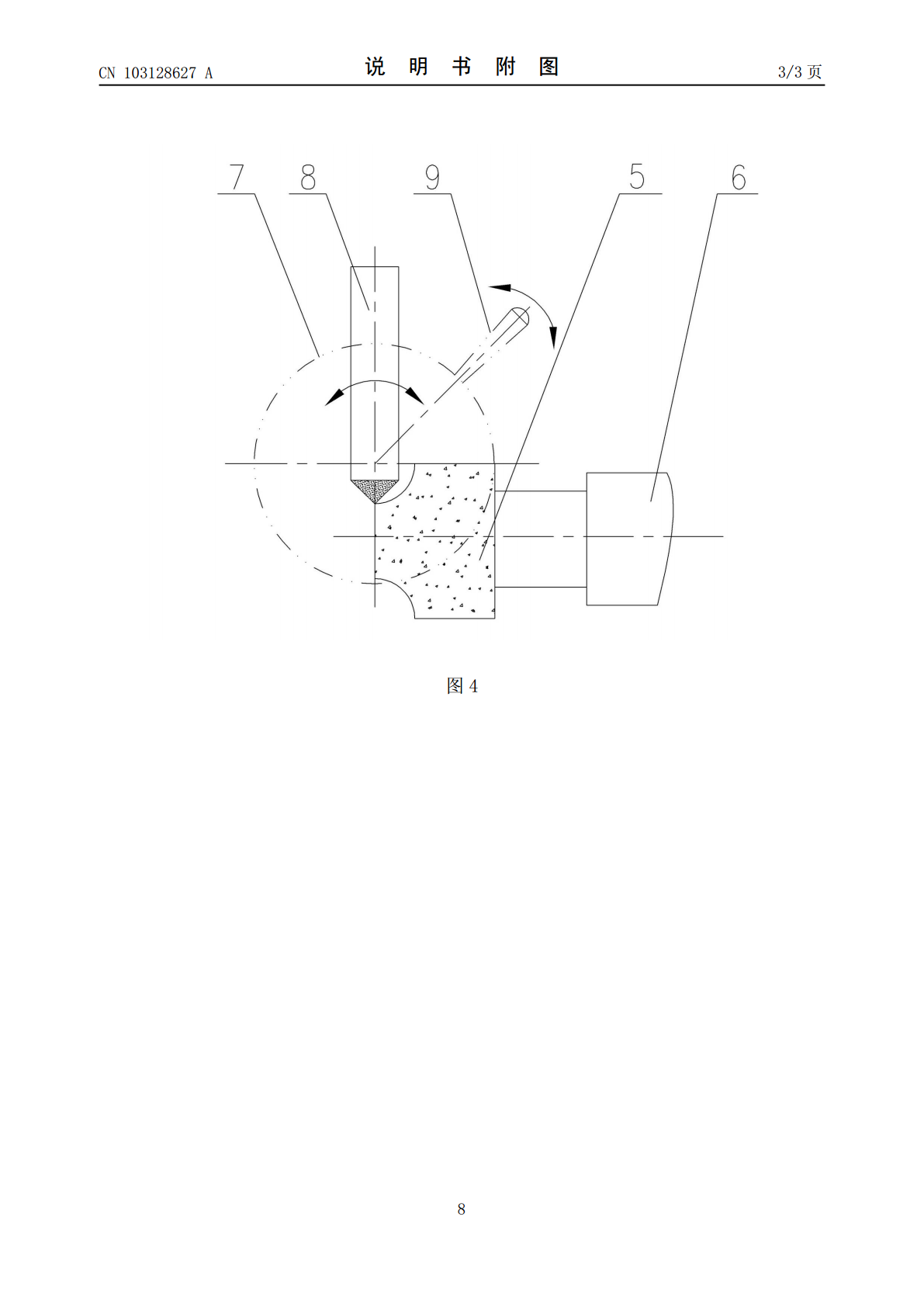
本发明涉及一种球头销球头磨削加工方法及装置,本发明的方法是利用半径与待加工球头销半径相等的内凹圆弧形轮廓线的砂轮对球头销进行磨削加工,本发明所采用的装置包括绕自身轴线旋转的用于安装待加工球头销的工件轴和绕自身轴线旋转的用于安装磨削用砂轮的砂轮轴、用于驱动所述工件轴与砂轮轴相向运动或相背运动而具有磨削加工状态和等待状态的进给驱动机构,所述砂轮是以半径与待加工球头销的球头半径相等的内凹圆弧线为母线绕砂轮轴线旋转一周而成的回转体。本发明具有加工精度高、便于拆装,加工效率高的优点。

渗碳球头销磨削裂纹的分析.docx
渗碳球头销磨削裂纹的分析渗碳球头销作为机械零件中的常见零部件,广泛应用于汽车、飞机、建筑、机械等行业中。然而,在使用过程中,渗碳球头销可能会出现磨削裂纹的问题,严重影响其使用寿命和性能。因此,对于渗碳球头销磨削裂纹的分析十分重要。渗碳球头销的磨损主要包括磨损、腐蚀等多种情况。现主要探讨磨损过程中球头销的磨削裂纹问题。渗碳球头销的磨损方式分为以下几类:滚动磨损和滑动磨损。当渗碳球头销发生磨损时,常常会在表面形成类似缺陷的磨损点,这些磨损点主要由于微颗粒在磨损过程中在球头销表面刮擦以及磨粒引起的磨损所造成。在
球头销.pdf
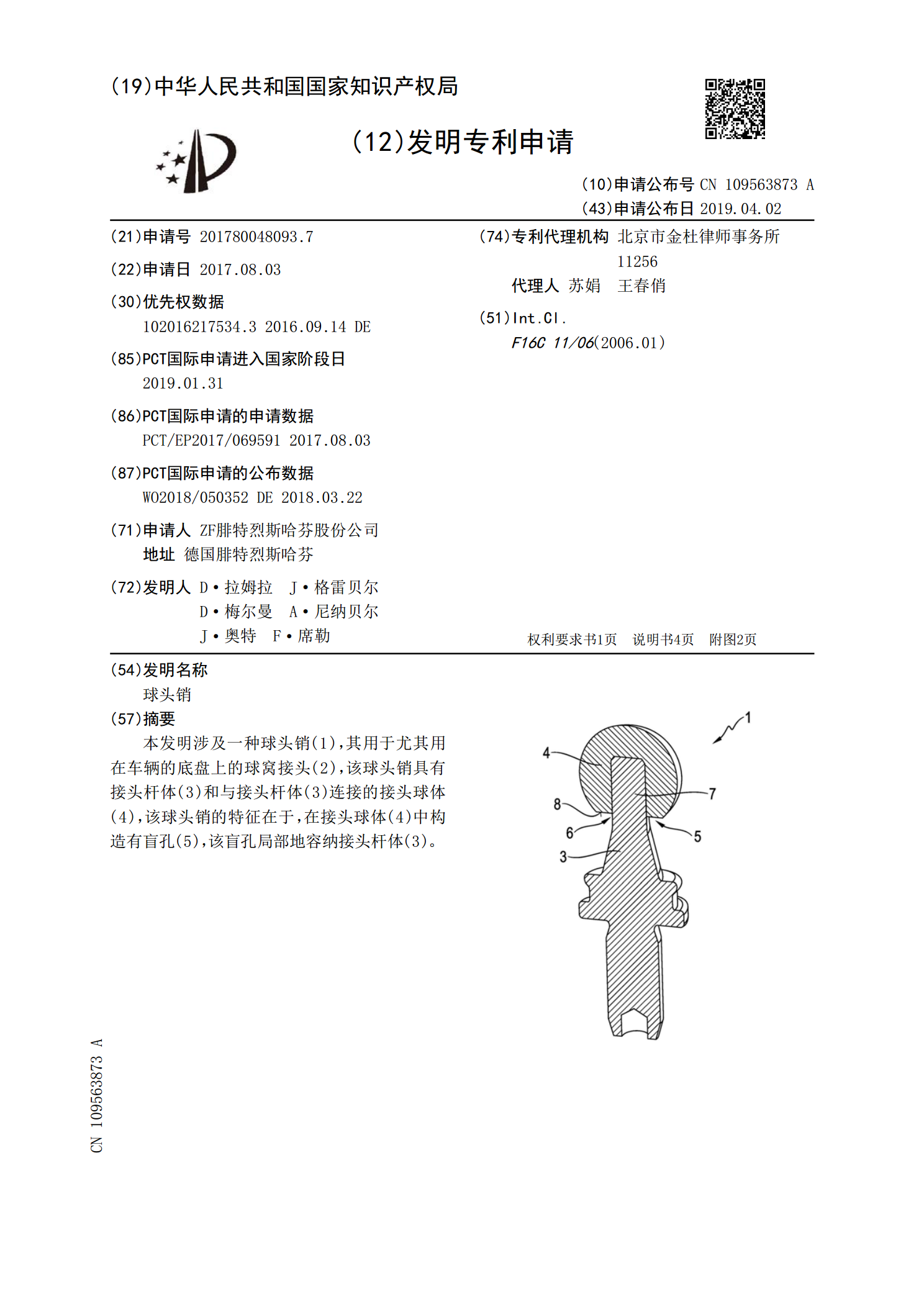
本发明涉及一种球头销(1),其用于尤其用在车辆的底盘上的球窝接头(2),该球头销具有接头杆体(3)和与接头杆体(3)连接的接头球体(4),该球头销的特征在于,在接头球体(4)中构造有盲孔(5),该盲孔局部地容纳接头杆体(3)。

一种羽毛球球头加工装置.pdf
本发明公布了一种羽毛球球头加工装置,包括底座,底座的顶部左侧连接给料架,给料架的上端安装有导料框,底座的顶部右侧连接有立架,立架的左端连接有插孔机构,插孔机构的下方设有安装架,安装架底部固接底座,安装架的上端转动连接有中转轴,中转轴的外壁连接有转向机构,转向机构的下方设有输送带,输送带的左右两端安装有输送辊,左侧输送辊与底座之间安装有第一支撑架,右侧输送辊与底座之间安装有第二支撑架,输送带沿长度方向均布有多个阶梯孔;本发明结构设计合理,能够自动完成球头的送料、夹持、插孔、收集操作,大大降低了操作人员的劳动
球头销组件.pdf
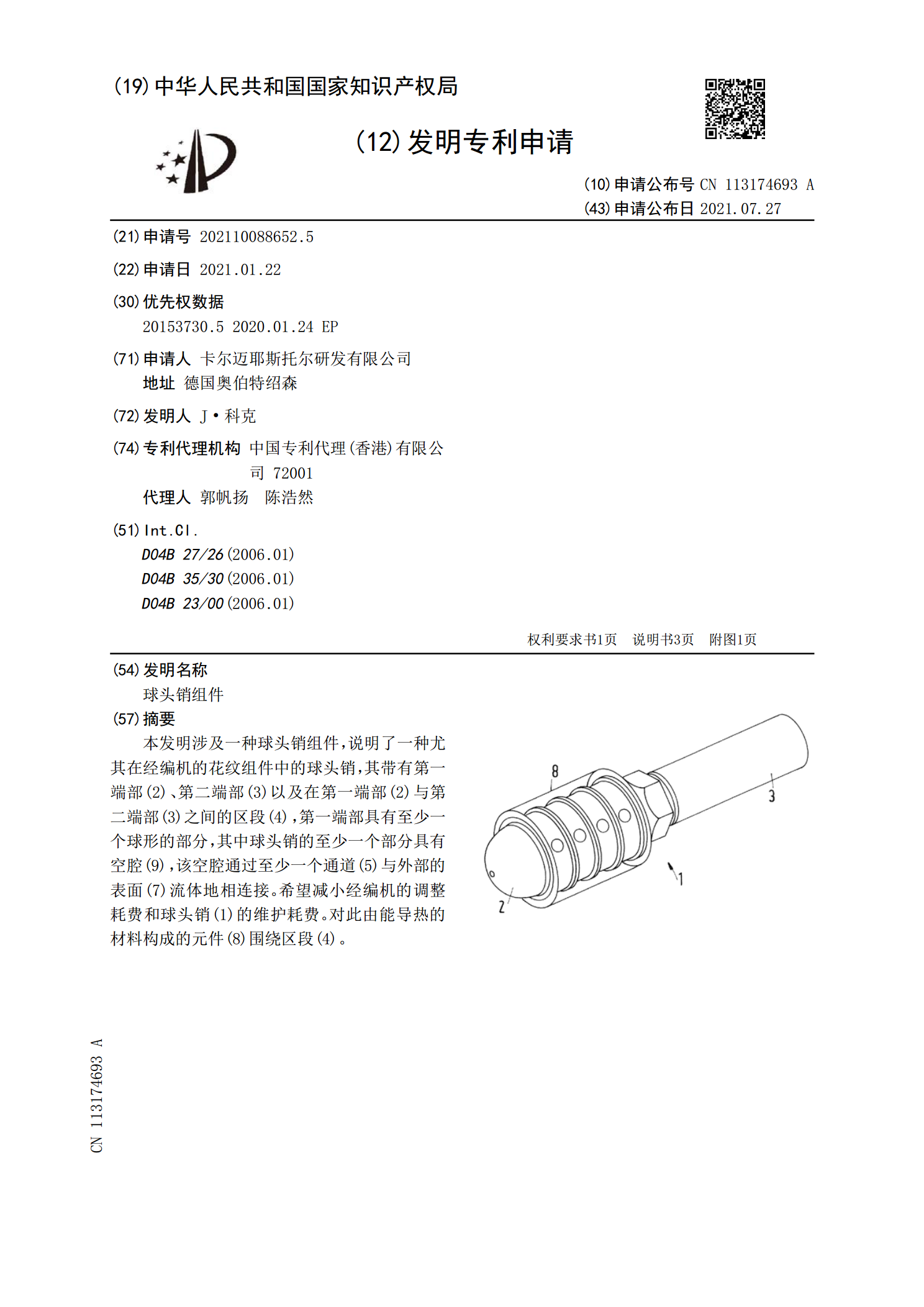
本发明涉及一种球头销组件,说明了一种尤其在经编机的花纹组件中的球头销,其带有第一端部(2)、第二端部(3)以及在第一端部(2)与第二端部(3)之间的区段(4),第一端部具有至少一个球形的部分,其中球头销的至少一个部分具有空腔(9),该空腔通过至少一个通道(5)与外部的表面(7)流体地相连接。希望减小经编机的调整耗费和球头销(1)的维护耗费。对此由能导热的材料构成的元件(8)围绕区段(4)。