
一种聚氯乙烯膜的压纹方法.pdf

冷霜****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种聚氯乙烯膜的压纹方法.pdf
本发明公开了一种聚氯乙烯膜的压纹方法,依次包括以下步骤:将聚氯乙烯膜和压纹保护膜分别置于供料轮组;将所述聚氯乙烯膜和所述压纹保护膜分别经过预热轮组进行预热处理;将经过预热的所述聚氯乙烯膜和所述压纹保护膜经过贴合轮组进行贴合,得到贴合膜;将所述贴合膜经过压花、冷却、卷取,得到成品。采用本发明,在聚氯乙烯膜外附加一层能耐高温的保护薄膜,得到一种非压纹面为高光泽度和镜面度的压纹薄膜产品。
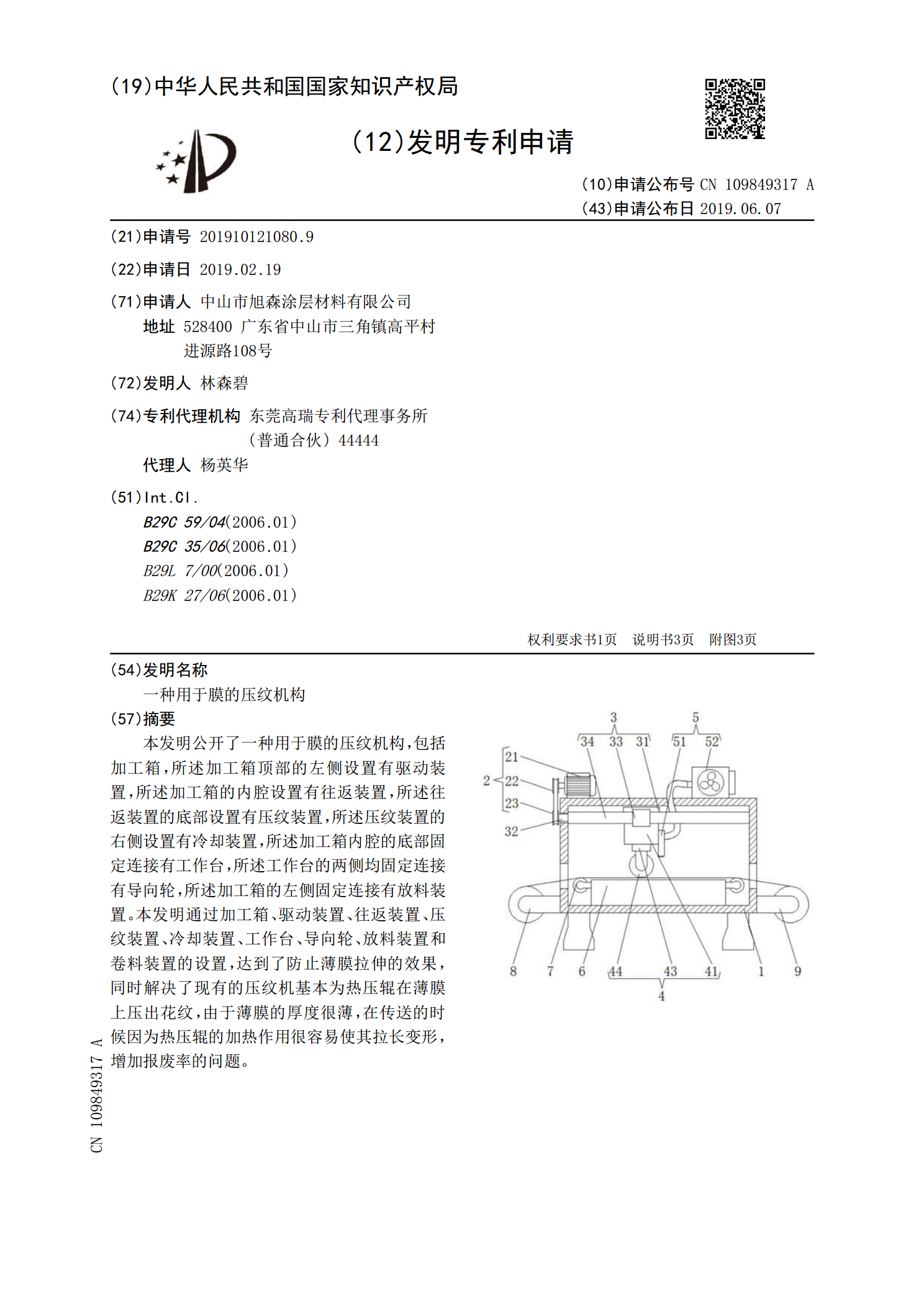
一种用于膜的压纹机构.pdf
本发明公开了一种用于膜的压纹机构,包括加工箱,所述加工箱顶部的左侧设置有驱动装置,所述加工箱的内腔设置有往返装置,所述往返装置的底部设置有压纹装置,所述压纹装置的右侧设置有冷却装置,所述加工箱内腔的底部固定连接有工作台,所述工作台的两侧均固定连接有导向轮,所述加工箱的左侧固定连接有放料装置。本发明通过加工箱、驱动装置、往返装置、压纹装置、冷却装置、工作台、导向轮、放料装置和卷料装置的设置,达到了防止薄膜拉伸的效果,同时解决了现有的压纹机基本为热压辊在薄膜上压出花纹,由于薄膜的厚度很薄,在传送的时候因为热压

一种连续压纹机及压纹加工方法.pdf
本发明公开一种连续压纹机及压纹加工方法,包括吸取机构、旋转机构、滚压机构、平压机构,滚压机构、平压机构、吸取机构均设置在旋转机构的外侧,旋转机构上设置有夹持装置用于夹持纸片原料,夹持装置设置有夹持组,通过所述吸取机构将单张所述纸片原料从原料叠层中取出并在相应的所述夹持组上固定,通过所述旋转机构的转动,所述旋转机构带动所述纸片原料通过所述滚压机构、所述平压机构并最终停留在出料滚道位置,并由所述出料滚道将完成压纹的纸片运输出去;本发明通过所述滚压机构的设置,使所述滚压块和所述纸片原料贴合并进一步提供足够的压力

一种用于PE膜压纹的成型装置.pdf
本发明属于PE膜技术领域,尤其为一种用于PE膜压纹的成型装置,包括工作台,工作台的底端两侧固定连接有支脚,工作台的顶端固定连接有工作仓,工作仓的内部开设有加热腔、加压腔和冷却腔,工作台的顶端两侧固定连接有第一支撑杆,第一支撑杆的顶端一侧转动连接有第一转轮,第一转轮的表面传动连接有传输带,加热腔的底端内壁上固定连接有第二支撑杆,第二支撑杆的一侧表面固定连接有第二转轮,加压腔的顶端内壁上固定连接有液压机。本发明通过设置液压机,可以通过控制加压板的伸缩,PE膜在压纹筒之间,通过压纹筒的下压使得纹块对PE膜表面进

一种铝箔纸压纹装置和压纹方法.pdf
发明涉及一种铝箔纸压纹方法,它包括步骤如下:相对旋转的上压辊和下压辊,通过设置在上压辊和下压辊的网纹啮合对铝箔纸进行压纹,同时上压辊和下压辊也起到牵引输送铝箔纸的作用;上压辊和下压辊沿着铝箔纸输送的方向移动。本发明通过压纹送纸辊中上压辊和下压辊沿着铝箔纸输送的方向移动的方式来减少铝面的延伸率对压纹效果影响,继而通过多组压辊围绕旋转轴公转实现上压辊和下压辊沿着铝箔纸输送的方向移动,上压辊和下压辊为上下可调结构实现铝箔纸自动进纸压纹,结构简单,设计合理,操作方便、快捷,易维护,减少了维修成本。