
一种孔轴线直线度激光检测装置.pdf

努力****星驰


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种孔轴线直线度激光检测装置.pdf
本发明公开了一种孔轴线直线度激光检测装置,主要结构是在套筒内设有穿过楔形体的T型拉杆,楔形体与套筒内壁接触,套筒前端面、楔形体及拉杆的T型台阶之间设有弹簧,T型拉杆的杆头通过前端面连接拉绳,拉绳通过定滑轮连接在与电机相连的滚筒上,在套筒的后端面上设有内激光发射器和位移位置敏感探测器,套筒后端外边的支架上设有转角位置敏感探测器和外激光发射器,转角和位移位置敏感探测器分别接收内、外激光发射器发出的光线,转角和位移位置敏感探测器通过A/D转换器与计算机系统相连。本发明采用激光技术和位置敏感探测器,通过光斑变化量

一种立式深孔直线度激光检测装置.pdf
本发明公开了一种立式深孔直线度激光检测装置,主要结构是在套筒内设有穿过楔形体的T型拉杆,楔形体与套筒内壁接触,套筒上端面、楔形体及拉杆的T型台阶之间设有弹簧,T型拉杆的杆头穿过上端面连接拉绳,拉绳通过定滑轮连接在与电机相连的滚筒上,在套筒的下端面上拴有吊绳,吊绳下端安装有重块,重块下端面安装激光发射器,重块下方设有支架,在支架上安装位置敏感探测器,位置敏感探测器接收激光发射器发出的光线,位置敏感探测器通过A/D转换器与计算机系统相连。本发明采用激光技术和位置敏感探测器,可全程动态检测零件孔的实际轴线相对于

圆周定位激光深孔直线度检测装置.pdf
本发明涉及一种深孔直线度检测装置,具体地说涉及一种圆周定位激光深孔直线度检测装置。本发明的激光器位于被测工件深孔一端,测头部分置于被测工件深孔内,激光器发出的激光照射在测头上的PSD传感器上形成一个光斑,利用滑轮绕紧牵引线牵引测头在深孔内从靠近激光器的一端向另一端移动,同时用计算机记录并分析PSD传感器采集到的激光光斑位置变化信息。测头上具有防止自身绕深孔直线运动的圆周定位机构,该机构由弹簧、支撑片、球体构成。本发明使激光式深孔直线度检测装置与被测工件之间圆周方向相对位置保持固定,保证了装置在测量过程中的
一种深孔直线度及轮廓检测装置及检测方法.pdf
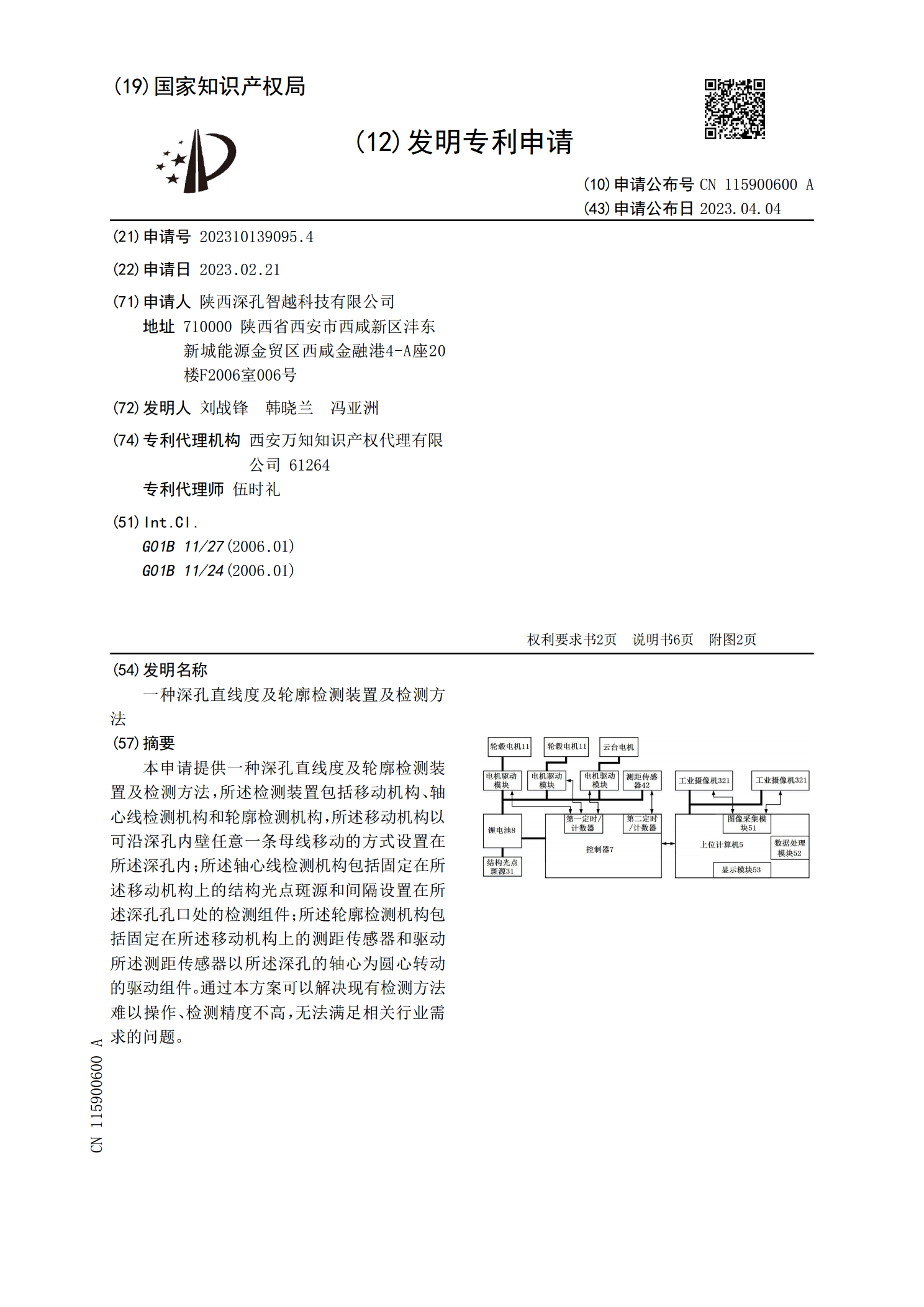
本申请提供一种深孔直线度及轮廓检测装置及检测方法,所述检测装置包括移动机构、轴心线检测机构和轮廓检测机构,所述移动机构以可沿深孔内壁任意一条母线移动的方式设置在所述深孔内;所述轴心线检测机构包括固定在所述移动机构上的结构光点斑源和间隔设置在所述深孔孔口处的检测组件;所述轮廓检测机构包括固定在所述移动机构上的测距传感器和驱动所述测距传感器以所述深孔的轴心为圆心转动的驱动组件。通过本方案可以解决现有检测方法难以操作、检测精度不高,无法满足相关行业需求的问题。

和声搜索评定深孔轴线直线度误差的研究.docx
和声搜索评定深孔轴线直线度误差的研究摘要深孔加工是一种高难度的加工技术,精度参数的控制对产品质量和使用寿命具有至关重要的影响。轴线直线度误差作为加工质量检验的重要参数之一,在深孔加工过程中也同样重要。本论文提出了一种基于声信号的轴线直线度误差评定方法,对实验进行了设计和分析。结果表明,该方法具有较高的精度和可靠性,为深孔加工过程中的质量控制提供了一种更加有效的手段。关键词:深孔加工;轴线直线度误差;声信号;评定方法一、引言深孔加工作为一种高难度的加工技术,广泛应用于模具、航空、石油化工等领域。在深孔加工过