
大导程滚珠螺母磨削的软轴磨头系统及加工螺母的磨削方法.pdf

St****36


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大导程滚珠螺母磨削的软轴磨头系统及加工螺母的磨削方法.pdf
本发明公开了一种大导程滚珠螺母磨削的软轴磨头系统,由机械软轴的动力输出端与前端小轴通过软轴接头进行连接组装,机械软轴的被传动端与电主轴连接轴头同轴固定连接,磨削砂轮的回转轴线与前端小轴的轴线同轴设置,通过砂轮压紧螺钉将磨削砂轮固定在砂轮前端小轴上,磨削砂轮的回转轴线和机械软轴的轴线的连接角α的角度与待磨削螺母的螺纹导程角的角度一致,对待磨削螺母进行磨削加工。本发明还公开了一种加工螺母的磨削方法,采用任意改变轴端力偶矢方向的组合轴构造软轴磨头系统,使砂轮回转轴线与磨杆轴线连接角度符合不同螺纹升角角度,避免了

滚珠螺母复合磨削中心的设计与分析.pptx
滚珠螺母复合磨削中心的设计与分析目录添加目录项标题滚珠螺母复合磨削中心的概述滚珠螺母复合磨削中心的概念滚珠螺母复合磨削中心的应用领域滚珠螺母复合磨削中心的研究意义滚珠螺母复合磨削中心的设计滚珠螺母复合磨削中心的总体设计滚珠螺母复合磨削中心的部件设计滚珠螺母复合磨削中心的控制系统设计滚珠螺母复合磨削中心的设计特点与创新点滚珠螺母复合磨削中心的加工工艺分析滚珠螺母复合磨削中心的加工工艺流程滚珠螺母复合磨削中心的加工工艺参数优化滚珠螺母复合磨削中心的加工精度控制方法滚珠螺母复合磨削中心的加工效率提升方法滚珠螺母

滚珠螺母复合磨削中心的设计与分析.docx
滚珠螺母复合磨削中心的设计与分析滚珠螺母复合磨削中心的设计与分析摘要:本文针对现有滚珠螺母复合磨削中心的不足进行分析,提出了一种新型的滚珠螺母复合磨削中心的设计方案,并对其进行了详细的分析。通过模拟实验和实际测试,验证了新型滚珠螺母复合磨削中心在精度、效率和可靠性方面的优越性。关键词:滚珠螺母,复合磨削,中心,设计,分析一、引言随着机械加工技术的不断发展和进步,越来越多的机床被广泛应用于各种机械制造领域,如汽车制造、模具加工等。其中滚珠螺母复合磨削中心作为一种高精度、高效率、高自动化的机床,在机械加工领域
一种滚珠丝杆螺母复合磨削装置.pdf
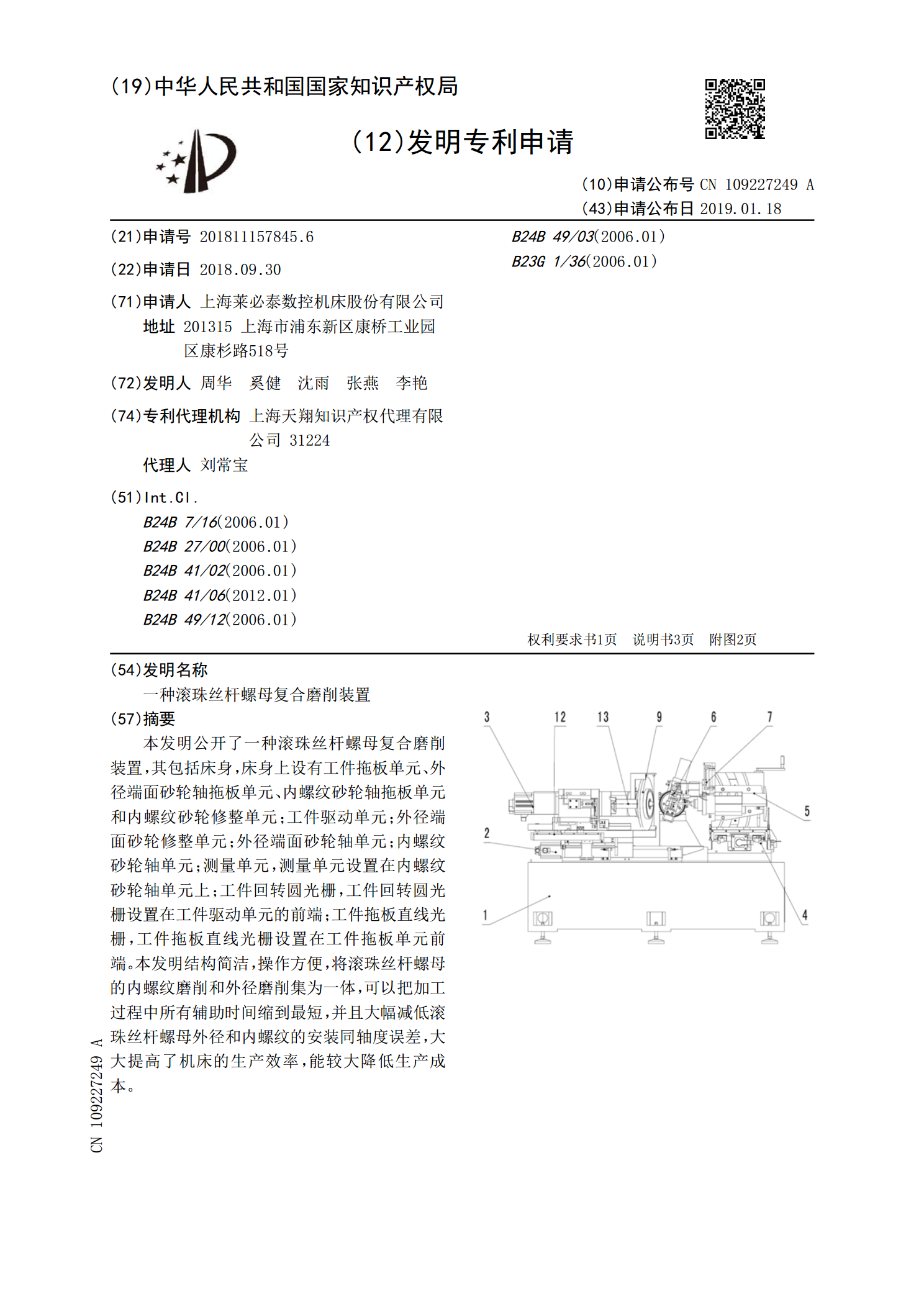
本发明公开了一种滚珠丝杆螺母复合磨削装置,其包括床身,床身上设有工件拖板单元、外径端面砂轮轴拖板单元、内螺纹砂轮轴拖板单元和内螺纹砂轮修整单元;工件驱动单元;外径端面砂轮修整单元;外径端面砂轮轴单元;内螺纹砂轮轴单元;测量单元,测量单元设置在内螺纹砂轮轴单元上;工件回转圆光栅,工件回转圆光栅设置在工件驱动单元的前端;工件拖板直线光栅,工件拖板直线光栅设置在工件拖板单元前端。本发明结构简洁,操作方便,将滚珠丝杆螺母的内螺纹磨削和外径磨削集为一体,可以把加工过程中所有辅助时间缩到最短,并且大幅减低滚珠丝杆螺母

一种滚珠丝杠螺母滚道磨削定位装置.pdf
本发明公开了一种滚珠丝杠螺母滚道磨削定位装置,包括CCD摄像机(4)、光栅读数头(14)、单片机(17);单片机(17)根据CCD摄像机(4)拍摄的图像计算出返向器孔轴线方向相对位置;单片机(17)还计算得到螺母螺旋线的位置;单片机(17)利用计算得到的螺母螺旋线位置和砂轮磨削滚珠丝杠螺母(3)时磨削点圆周相位情况,计算出距离砂轮(6)进入滚珠丝杠螺母(3)内孔最近端面的轴向位置,砂轮(6)其它对刀点位置可以通过加减导程得到。采用上述方案,容易实现高精度的对刀操作,同时提高成品率。