
一种滚珠丝杠螺母滚道磨削定位装置.pdf

邻家****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滚珠丝杠螺母滚道磨削定位装置.pdf
本发明公开了一种滚珠丝杠螺母滚道磨削定位装置,包括CCD摄像机(4)、光栅读数头(14)、单片机(17);单片机(17)根据CCD摄像机(4)拍摄的图像计算出返向器孔轴线方向相对位置;单片机(17)还计算得到螺母螺旋线的位置;单片机(17)利用计算得到的螺母螺旋线位置和砂轮磨削滚珠丝杠螺母(3)时磨削点圆周相位情况,计算出距离砂轮(6)进入滚珠丝杠螺母(3)内孔最近端面的轴向位置,砂轮(6)其它对刀点位置可以通过加减导程得到。采用上述方案,容易实现高精度的对刀操作,同时提高成品率。
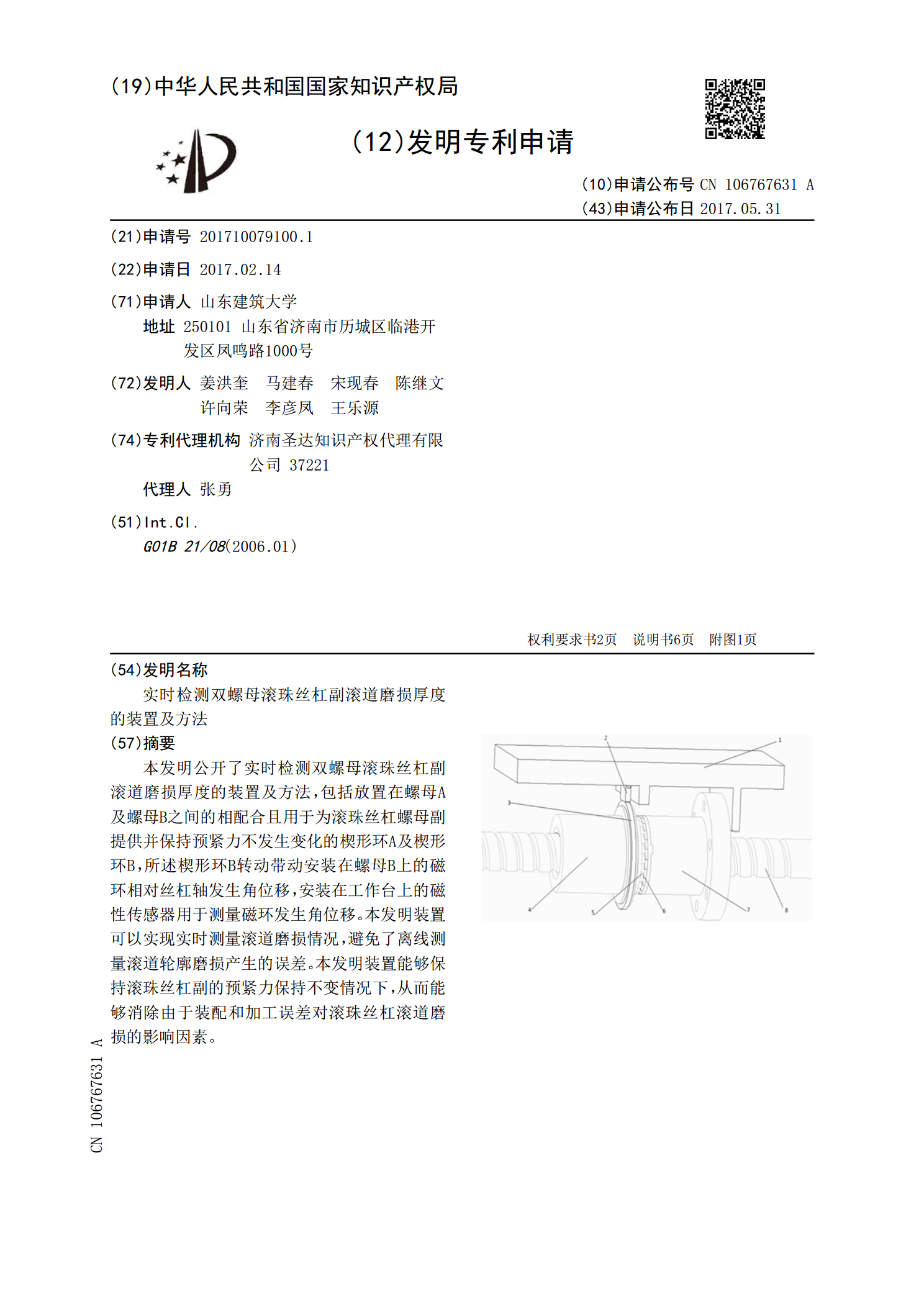
实时检测双螺母滚珠丝杠副滚道磨损厚度的装置及方法.pdf
本发明公开了实时检测双螺母滚珠丝杠副滚道磨损厚度的装置及方法,包括放置在螺母A及螺母B之间的相配合且用于为滚珠丝杠螺母副提供并保持预紧力不发生变化的楔形环A及楔形环B,所述楔形环B转动带动安装在螺母B上的磁环相对丝杠轴发生角位移,安装在工作台上的磁性传感器用于测量磁环发生角位移。本发明装置可以实现实时测量滚道磨损情况,避免了离线测量滚道轮廓磨损产生的误差。本发明装置能够保持滚珠丝杠副的预紧力保持不变情况下,从而能够消除由于装配和加工误差对滚珠丝杠滚道磨损的影响因素。
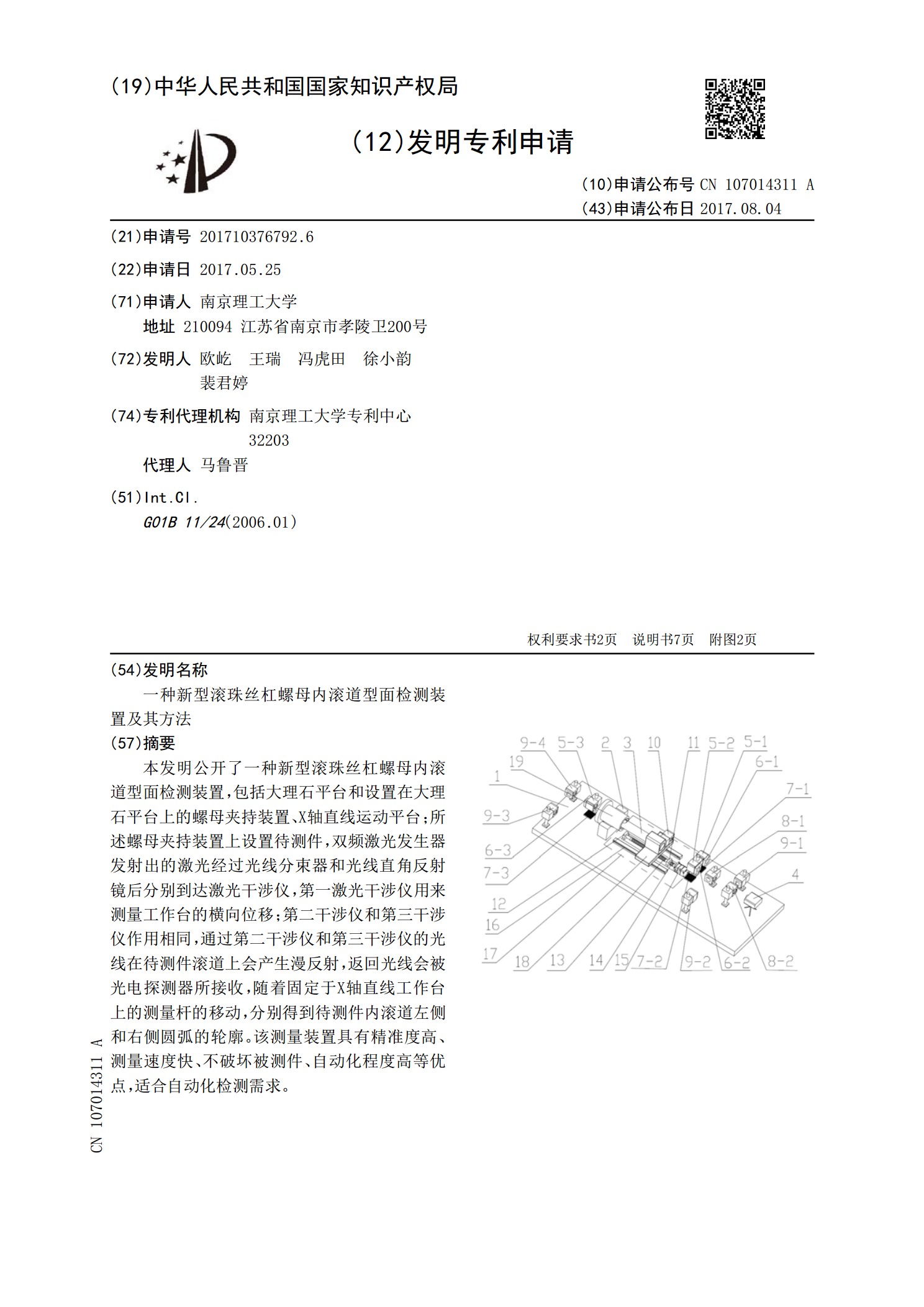
一种新型滚珠丝杠螺母内滚道型面检测装置及其方法.pdf
本发明公开了一种新型滚珠丝杠螺母内滚道型面检测装置,包括大理石平台和设置在大理石平台上的螺母夹持装置、X轴直线运动平台;所述螺母夹持装置上设置待测件,双频激光发生器发射出的激光经过光线分束器和光线直角反射镜后分别到达激光干涉仪,第一激光干涉仪用来测量工作台的横向位移;第二干涉仪和第三干涉仪作用相同,通过第二干涉仪和第三干涉仪的光线在待测件滚道上会产生漫反射,返回光线会被光电探测器所接收,随着固定于X轴直线工作台上的测量杆的移动,分别得到待测件内滚道左侧和右侧圆弧的轮廓。该测量装置具有精准度高、测量速度快、

滚珠丝杠螺母及用于生产滚珠丝杠螺母的方法.pdf
本发明涉及一种用于滚珠丝杠传动的滚珠丝杠螺母,所述滚珠丝杠螺母包括套筒元件(3),所述套筒元件形成为钣金件并且具有大部分形成为载荷通道(9)的螺纹(8),其中形成于所述螺纹(8)内的缓冲部分(14)从所述载荷通道(9)至少略微地径向向外延伸并且邻接偏转通道(11)。

用于滚珠丝杠传动装置的螺母.pdf
一种用于滚珠丝杠传动装置的螺母(1),所述螺母具有安置在所述螺母(1)的中间件(2)上的反向体(3),所述反向体设计用于滚珠循环,并且所述螺母具有在端侧邻接所述中间件(2)的法兰(4),其中,在所述法兰(4)的和所述反向体(3)的彼此对齐的留空部(11,12,14)中插入有销(13),所述销将所述反向体(3)固定在所述法兰(4)上。