
浅谈客运专线CRTS Ⅰ型无砟轨道板预制工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅谈客运专线CRTS Ⅰ型无砟轨道板预制工艺.docx
浅谈客运专线CRTSⅠ型无砟轨道板预制工艺一、引言CRTSⅠ型无砟轨道板是我国高速铁路的一种重要设备,也是客运专线的重要建设标志之一。它具有构造简单、安装快捷、维护方便等优点,并且在运行中具有高稳定性、低噪音、低震动等良好的性能。同时,作为高速铁路的重要组成部分,CRTSⅠ型无砟轨道板的制造工艺和工艺流程也是高速铁路建设中的重要环节之一。二、CRTSⅠ型无砟轨道板的制造工艺1.原材料的准备CRTSⅠ型无砟轨道板的制造工艺中,首先是原材料的准备。根据制造轨道板的材料,需要准备钢材、钢筋、混凝土等材料。其中,

CRTSⅡ型无砟轨道板预制工艺培训.ppt
CRTSⅡ型轨道板预制培训教材目录一、Ⅱ型轨道板介绍二、预制厂介绍1、轨道板预制区⒉钢筋加工区⒊混凝土搅拌区⒋轨道板打磨装配区⒌轨道板存放区⒍砂石料存放区⒎辅助生产区生产主厂房南北长288m,南侧东连跨磨床厂房114m长,北侧西连跨钢筋加工厂房102m长轨道板预制生产线主要设在中间288m长的主厂房内,按生产工艺要求,沿厂房南北长方向一字串联布置三台座轨道板生产线,每台座安装27套模具,长度82.7m,三个台座共安装81套模具,台座总长度为242m。主厂房内配置3台起重量16t,跨度19.5的m桥式起重机

CRTSⅡ型无砟轨道板预制工艺培训课件.ppt
CRTSⅡ型轨道板预制培训教材目录一、Ⅱ型轨道板介绍二、预制厂介绍1、轨道板预制区⒉钢筋加工区⒊混凝土搅拌区⒋轨道板打磨装配区⒌轨道板存放区⒍砂石料存放区⒎辅助生产区生产主厂房南北长288m,南侧东连跨磨床厂房114m长,北侧西连跨钢筋加工厂房102m长轨道板预制生产线主要设在中间288m长的主厂房内,按生产工艺要求,沿厂房南北长方向一字串联布置三台座轨道板生产线,每台座安装27套模具,长度82.7m,三个台座共安装81套模具,台座总长度为242m。主厂房内配置3台起重量16t,跨度19.5的m桥式起重机

CRTSⅢ型无砟轨道先张法轨道板预制工艺研究.docx
CRTSⅢ型无砟轨道先张法轨道板预制工艺研究标题:CRTSⅢ型无砟轨道先张法轨道板预制工艺研究摘要:随着我国高铁建设的快速推进,无砟轨道成为高速铁路建设的重要一环。CRTSⅢ型无砟轨道是目前我国高速铁路常用的一种轨道形式,而先张法轨道板预制工艺是CRTSⅢ型无砟轨道施工中的一项关键技术。本文以该主题为研究对象,通过文献分析和实地调研,对CRTSⅢ型无砟轨道先张法轨道板预制工艺进行了深入研究,以期为高速铁路建设提供参考。关键词:无砟轨道、CRTSⅢ型、先张法、轨道板、预制工艺第一章引言1.1研究背景和意义1
客运专线CRTSⅠ型无砟轨道板储运翻转机构.pdf
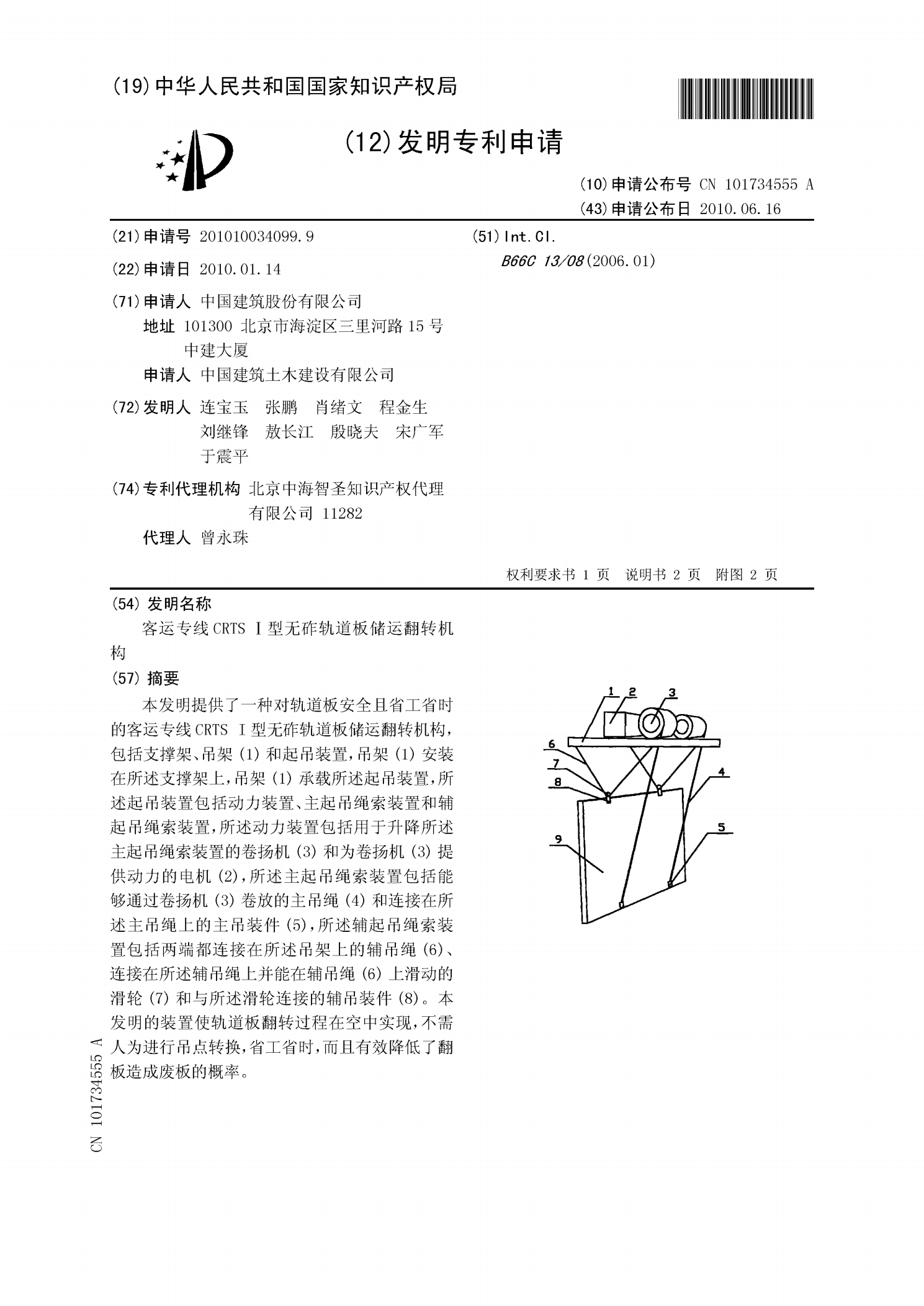
本发明提供了一种对轨道板安全且省工省时的客运专线CRTS?I型无砟轨道板储运翻转机构,包括支撑架、吊架(1)和起吊装置,吊架(1)安装在所述支撑架上,吊架(1)承载所述起吊装置,所述起吊装置包括动力装置、主起吊绳索装置和辅起吊绳索装置,所述动力装置包括用于升降所述主起吊绳索装置的卷扬机(3)和为卷扬机(3)提供动力的电机(2),所述主起吊绳索装置包括能够通过卷扬机(3)卷放的主吊绳(4)和连接在所述主吊绳上的主吊装件(5),所述辅起吊绳索装置包括两端都连接在所述吊架上的辅吊绳(6)、连接在所述辅吊绳上并能