
基于PLC控制的自动物料搬送系统及其控制方法.pdf

岚风****55


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于PLC控制的自动物料搬送系统及其控制方法.pdf
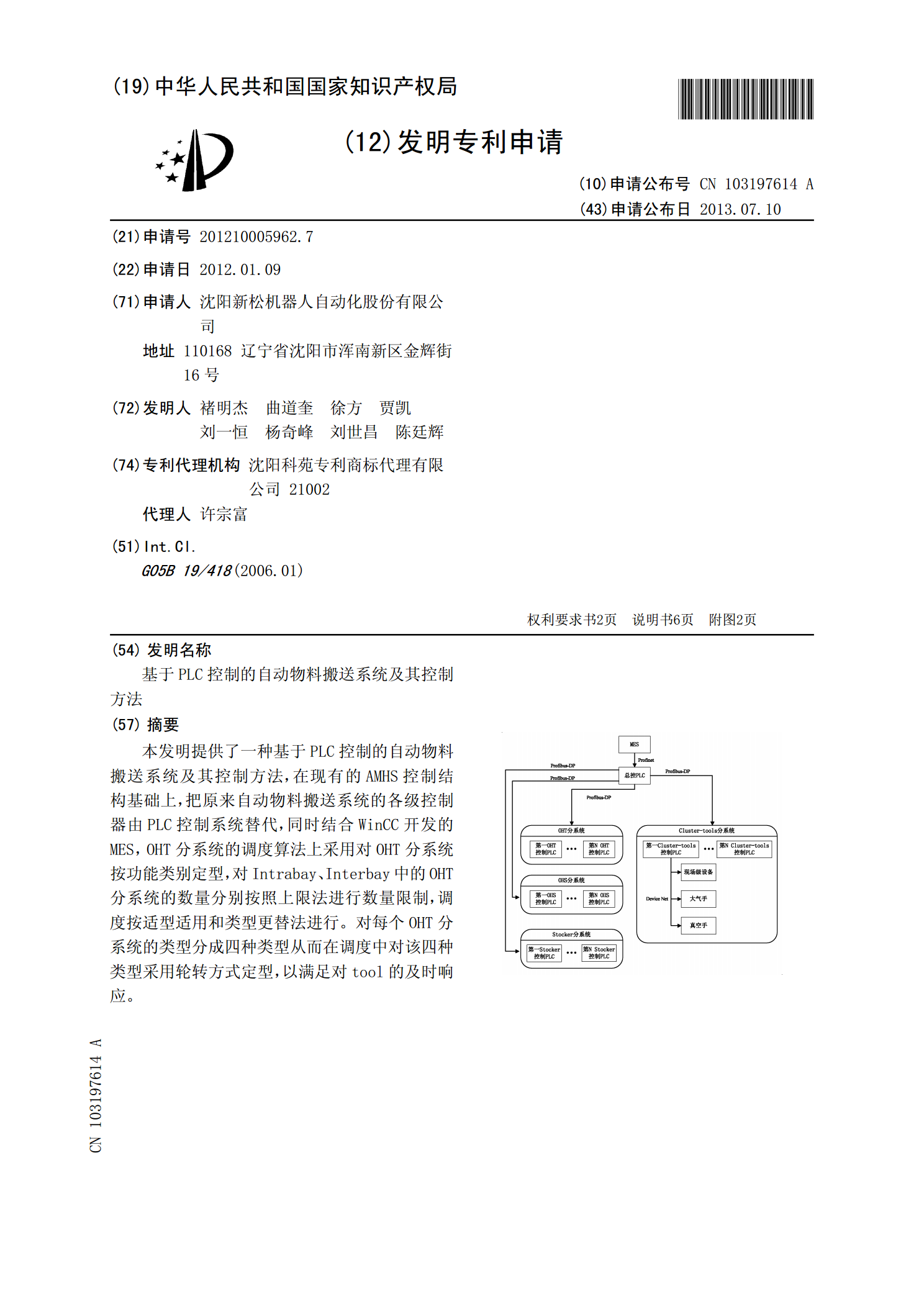
本发明提供了一种基于PLC控制的自动物料搬送系统及其控制方法,在现有的AMHS控制结构基础上,把原来自动物料搬送系统的各级控制器由PLC控制系统替代,同时结合WinCC开发的MES,OHT分系统的调度算法上采用对OHT分系统按功能类别定型,对Intrabay、Interbay中的OHT分系统的数量分别按照上限法进行数量限制,调度按适型适用和类型更替法进行。对每个OHT分系统的类型分成四种类型从而在调度中对该四种类型采用轮转方式定型,以满足对tool的及时响应。
基于PLC的自动对靶变量喷雾系统及其控制方法.pdf
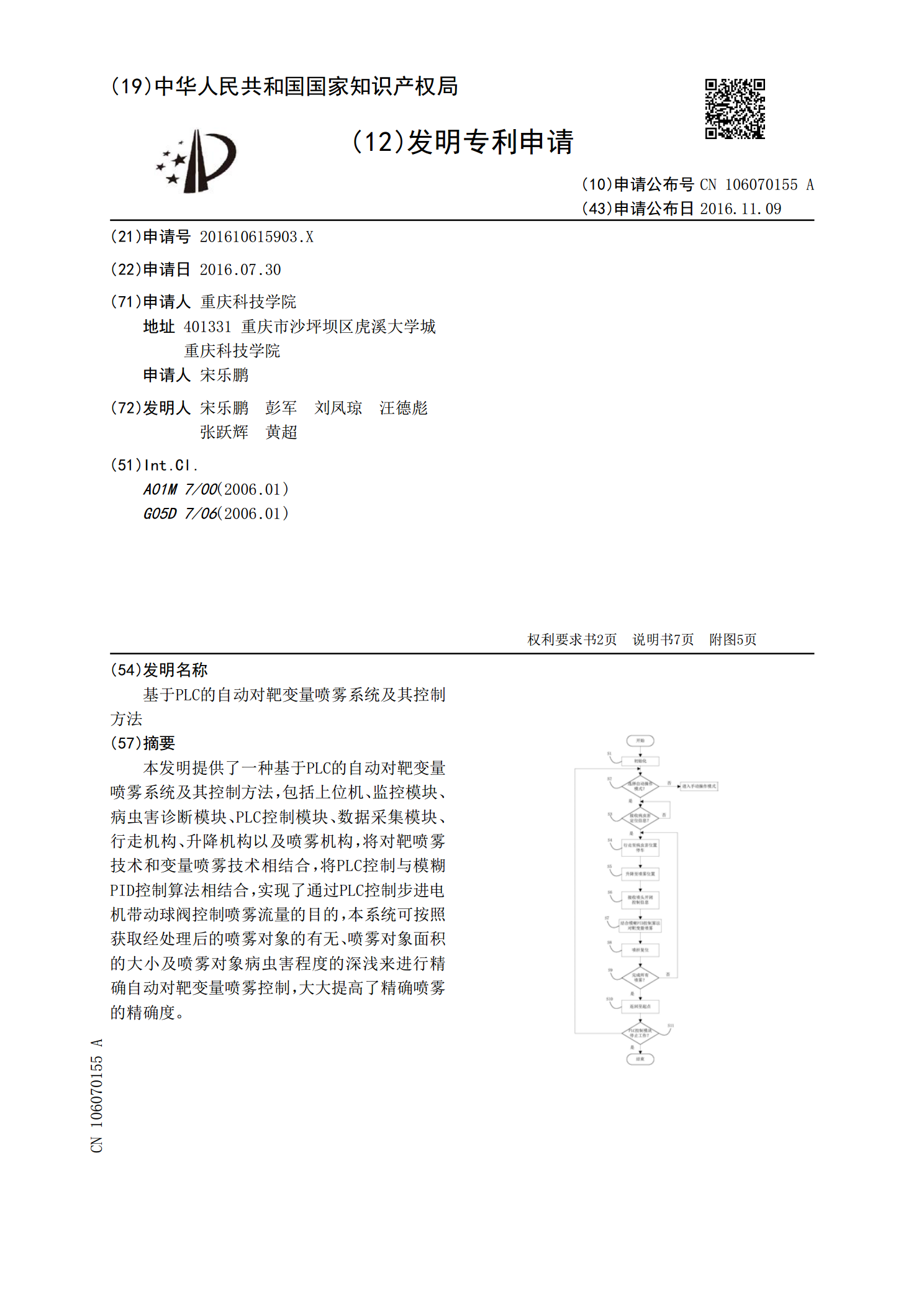
本发明提供了一种基于PLC的自动对靶变量喷雾系统及其控制方法,包括上位机、监控模块、病虫害诊断模块、PLC控制模块、数据采集模块、行走机构、升降机构以及喷雾机构,将对靶喷雾技术和变量喷雾技术相结合,将PLC控制与模糊PID控制算法相结合,实现了通过PLC控制步进电机带动球阀控制喷雾流量的目的,本系统可按照获取经处理后的喷雾对象的有无、喷雾对象面积的大小及喷雾对象病虫害程度的深浅来进行精确自动对靶变量喷雾控制,大大提高了精确喷雾的精确度。

搬送系统及搬送控制方法.pdf
【课题】提供一种能够避免保持在装货口留有物品的状态的搬送系统及搬送控制方法。【解决方案】具备搬送车(V)、和控制搬送车(V)的控制器(TC),在无法确保从装货口(PF1)到卸货口(PT1)的行驶路径的情况下,控制器(TC)对搬送车(V)分配使其在装货口(PF1)装载物品(W)并行驶到能够确保行驶路径的指定点(P1)的第一搬送指令,在搬送车(V)接近或到达指定点(P1)的时间点能够确保从指定点(P1)到卸货口(PT1)的行驶路径的情况下,对搬送车(V)分配使其从指定点(P1)行驶到卸货口(PT1)并在卸货口

基于PLC的自动送料装车控制系统.doc
结论洛阳理工学院毕业设计(论文)41洛阳理工学院毕业设计(论文)I基于PLC的自动送料装车控制系统设计摘要可编程序逻辑控制器(Programmablelogiccontroller)简称PLC由于PLC的可靠性高、环境适应性强、灵活通用、使用方便、维护简单所以PLC的应用领域在迅速扩大。尤其是近几年来PLC的成本下降功能又不段增强所以目前PLC在国内外已被广泛应用于各个行业。本设计是为了实现送料小车的手动和自动化的转化改变以往小车的单纯手动送料减少了劳动力提高了生产效率实现了自动化生产。而且本送
基于PLC的自动送料装车控制系统.doc
结论洛阳理工学院毕业设计(论文)41洛阳理工学院毕业设计(论文)I基于PLC的自动送料装车控制系统设计摘要可编程序逻辑控制器(Programmablelogiccontroller)简称PLC由于PLC的可靠性高、环境适应性强、灵活通用、使用方便、维护简单所以PLC的应用领域在迅速扩大。尤其是近几年来PLC的成本下降功能又不段增强所以目前PLC在国内外已被广泛应用于各个行业。本设计是为了实现送料小车的手动和自动化的转化改变以往小车的单纯手动送料减少了劳动力提高了生产效率实现了自动化生产。而且本送