
一种不锈钢连铸坯修磨机齿轮磨头的装配方法.pdf

建英****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种不锈钢连铸坯修磨机齿轮磨头的装配方法.pdf
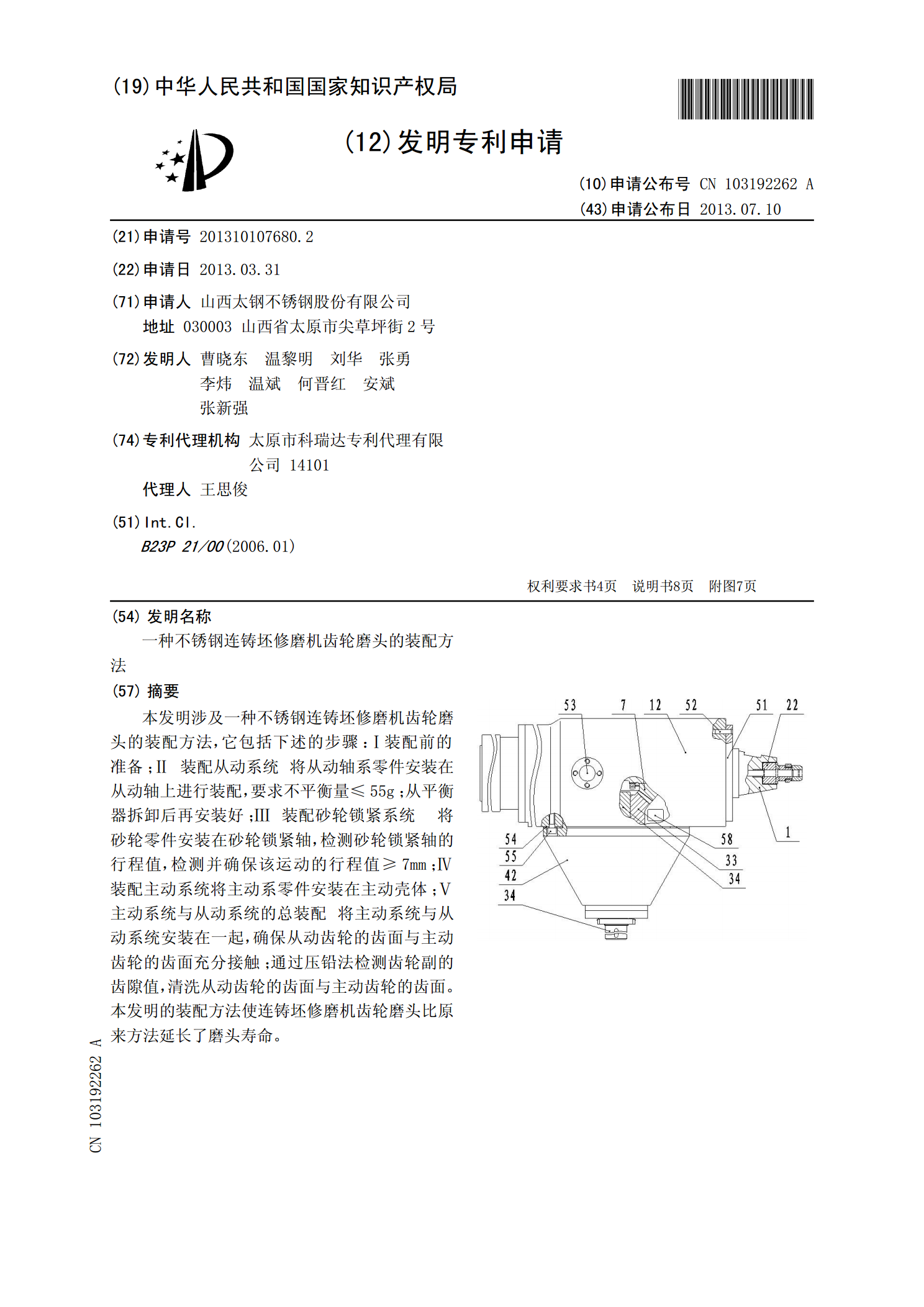
本发明涉及一种不锈钢连铸坯修磨机齿轮磨头的装配方法,它包括下述的步骤:Ⅰ装配前的准备;Ⅱ?装配从动系统?将从动轴系零件安装在从动轴上进行装配,要求不平衡量≤55g;从平衡器拆卸后再安装好;Ⅲ?装配砂轮锁紧系统??将砂轮零件安装在砂轮锁紧轴,检测砂轮锁紧轴的行程值,检测并确保该运动的行程值≥7mm;Ⅳ?装配主动系统将主动系零件安装在主动壳体;Ⅴ主动系统与从动系统的总装配?将主动系统与从动系统安装在一起,确保从动齿轮的齿面与主动齿轮的齿面充分接触;通过压铅法检测齿轮副的齿隙值,清洗从动齿轮的齿面与主动齿轮的齿

一种不锈钢铸坯表面修磨的方法.pdf
本发明涉及一种不锈钢铸坯表面修磨的方法,它为下述依次的步骤:I将不锈钢铸坯放在修磨台车上,开进修磨位,设定磨头电动机功率、台车速度、修磨角度、砂轮线速度、砂轮压力、砂轮横移进给量和修磨率,其中修磨角度为70-85°;II启动修磨台车,先对铸坯上表面进行修磨;上表面修磨后,将铸坯吊运到翻坯机上翻坯,已修磨面向下,未修磨面翻到上,再将铸坯吊回修磨台车上,对铸坯另一面按步骤I设定参数进行修磨。不锈钢铸坯表面修磨的方法可兼顾修磨角度为45°和90°两种修磨方法的优点,与现行修磨角度为45°的修磨方法相比,具有相同
一种双相和耐热不锈钢连铸中板坯的修磨方法.pdf
本发明涉及一种双相和耐热不锈钢连铸中板坯的修磨方法,它包括下述步骤:第一步16#砂轮修磨Ⅰ设备为铸坯表面修磨机;Ⅱ砂轮角度:45°±5°;Ⅲ台车速度:50m±3/min;Ⅳ进给量:30mm±5mm;Ⅴ磨头压下比:加重修磨160—180;Ⅵ采用一种方式修磨:两个面修磨率≥2.5%,≤3.0%时,单面各加重磨3遍;两个面修磨率≥3.5%时,单面各加重磨4遍;Ⅶ磨后粗糙度RZ≤120μm;第二步20#砂轮修磨Ⅰ设备为铸坯表面修磨机;Ⅱ砂轮角度:45°±5°;Ⅲ台车速度:50m±3m/min;Ⅳ进给量:25mm±

一种修磨角度可调的齿轮滚刀修磨机.pdf
发明公开了一种修磨角度可调的齿轮滚刀修磨机,包括底板、支腿和工作台板,工作台板的上端面上设置有装夹装置和修磨装置,修磨装置包括砂轮机和安装砂轮机的移动机构,移动机构上设置有转动座,转动座的上端面上设置有上端直径小下端直径大的阶梯孔,阶梯孔中设置有与其相适配的阶梯转轴,转动座的上端面上设置有通向阶梯孔的螺纹通孔,且螺纹通孔上设置有第四固定螺栓,阶梯转轴上端伸出至转动座的上方,砂轮机设置于阶梯转轴的上端;本发明的砂轮的中心轴线与滚齿刀的中心轴线之间的角度即可调,解决了现有的齿轮滚刀磨削装置存在的砂轮的中心轴线

管坯修磨与铣坯机的改造.docx
管坯修磨与铣坯机的改造管坯修磨与铣坯机的改造摘要:随着现代制造业的发展,管坯的修磨和铣削工艺也在不断改进。本文将探讨管坯修磨与铣坯机的改造和优化,以提高生产效率和产品质量。首先介绍管坯修磨和铣削的基本原理和工艺流程,然后分析现有机器的不足之处,并提出改造方案。最后,对改造后的机器进行测试和评估,探索其在实际生产中的应用价值和潜在问题。关键词:管坯修磨、铣削、改造、优化、生产效率、产品质量1.引言管坯修磨和铣削是制造业中常见的工艺,其目的是通过去除杂质和不良表面特征,以及形变和改善材料的结构,从而改善产品的