
塑料油箱单管坯挤出-两型腔吹塑的成型工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑料油箱单管坯挤出-两型腔吹塑的成型工艺.docx
塑料油箱单管坯挤出-两型腔吹塑的成型工艺塑料油箱是载体车辆的重要组成部分之一,具有重要的功能和作用。在塑料油箱的生产过程中,塑料油箱单管坯挤出-两型腔吹塑成型工艺是较为常用的一种方法。本文将就该成型工艺从挤出到吹塑的过程进行详细阐述,并对该工艺的特点、优势以及存在的问题进行分析和探讨。首先,塑料油箱单管坯挤出工艺是指将塑料材料通过挤出机加热熔融,并通过螺杆的旋转将熔融塑料推向模头,经过模头形成一根塑料管。这个过程主要涉及到的参数有:挤出机的温度、螺杆转速、材料的熔融温度和挤出速度等。通过合理设置这些参数,
07 塑料油箱单管坯挤出两型腔吹塑的成型工艺研究 邱方军.pdf
2009年重庆理工大学研究生学术论坛论文集塑料油箱单管坯挤出两型腔吹塑的成型工艺研究邱方军1王海民李能文(重庆理工大学材料科学与工程学院重庆400050)摘要:在传统的挤出吹塑成型技术的基础上从应用和生产实际出发通过对挤出机头吹塑模具结构设计研究挤出一个管坯吹塑成型两个油箱塑件的成型工艺以提高生产效率提高设备利用率节约人力

2009 塑料油箱挤出吹塑成型工艺与模具设计.pdf
万方数据《过≈曼。名。塑料油箱挤出吹塑成型工艺与模具设计水≥割驯陈锦霞}碴膊(玲。_1碜黄虹王海民邱方军目前已发展为仅次于注射成型和挤出成型的第三大塑料成型方法。吹塑模具结构简单、成本低、工艺简单、效益高,目前主要用来成型中空容器和工业制件,如应用在汽车、摩托车、机械、军事等领域的中空制件。塑料油箱是一种中空工业制件,一般采用高料油箱具有质量轻、造型灵活、不易发生爆炸、燃油渗漏率小、耐腐蚀、制造工艺简单等优点,因而塑料油箱取代金属油箱是未来发展的必然趋势¨。J。笔者现就塑料油箱的挤出吹塑成型工艺及模具设计
塑料薄膜挤出吹塑成型实验.pdf
塑料薄膜挤出吹塑成型实验聚乙烯薄膜挤出吹塑成型实验一、实验目的:1.了解挤出吹塑薄膜成型工艺原理,工艺参数的作用及其对制品性能的影响。2.了解挤出机的基本结构,懂得挤出成型的基本操作和安全技术措施。二、实验原理吹塑薄膜是塑料薄膜生产中采纳最广泛的一种方法。其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。这里,牵引辊同时也是压辊,因为牵引辊完全压紧
用于挤出吹塑成型由热塑性塑料制成的容器的方法以及挤出吹塑成型的容器.pdf
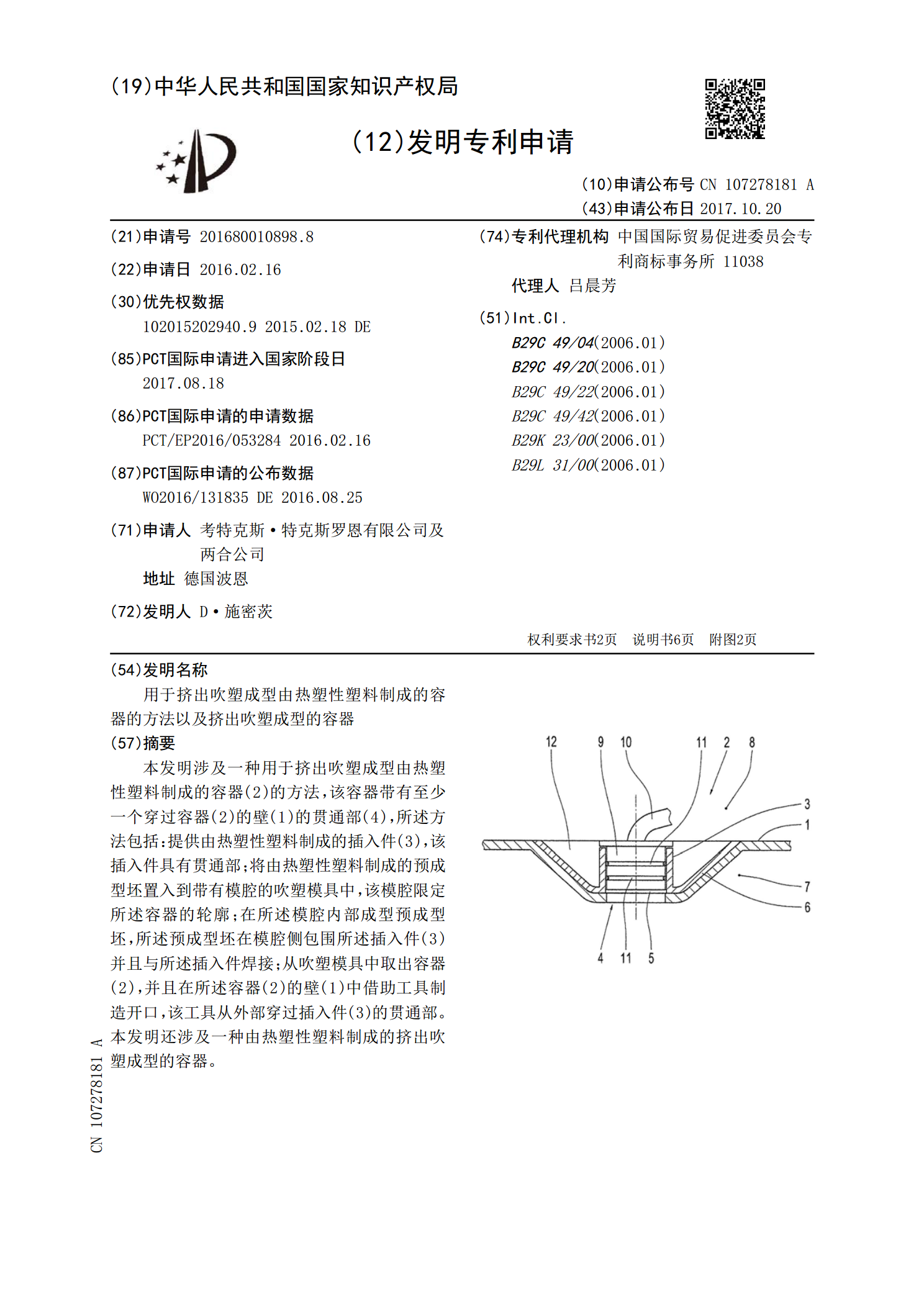
本发明涉及一种用于挤出吹塑成型由热塑性塑料制成的容器(2)的方法,该容器带有至少一个穿过容器(2)的壁(1)的贯通部(4),所述方法包括:提供由热塑性塑料制成的插入件(3),该插入件具有贯通部;将由热塑性塑料制成的预成型坯置入到带有模腔的吹塑模具中,该模腔限定所述容器的轮廓;在所述模腔内部成型预成型坯,所述预成型坯在模腔侧包围所述插入件(3)并且与所述插入件焊接;从吹塑模具中取出容器(2),并且在所述容器(2)的壁(1)中借助工具制造开口,该工具从外部穿过插入件(3)的贯通部。本发明还涉及一种由热塑性塑料