
塑料薄膜挤出吹塑成型实验.pdf

文库****品店


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
塑料薄膜挤出吹塑成型实验.pdf
塑料薄膜挤出吹塑成型实验聚乙烯薄膜挤出吹塑成型实验一、实验目的:1.了解挤出吹塑薄膜成型工艺原理,工艺参数的作用及其对制品性能的影响。2.了解挤出机的基本结构,懂得挤出成型的基本操作和安全技术措施。二、实验原理吹塑薄膜是塑料薄膜生产中采纳最广泛的一种方法。其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。这里,牵引辊同时也是压辊,因为牵引辊完全压紧
用于挤出吹塑成型由热塑性塑料制成的容器的方法以及挤出吹塑成型的容器.pdf
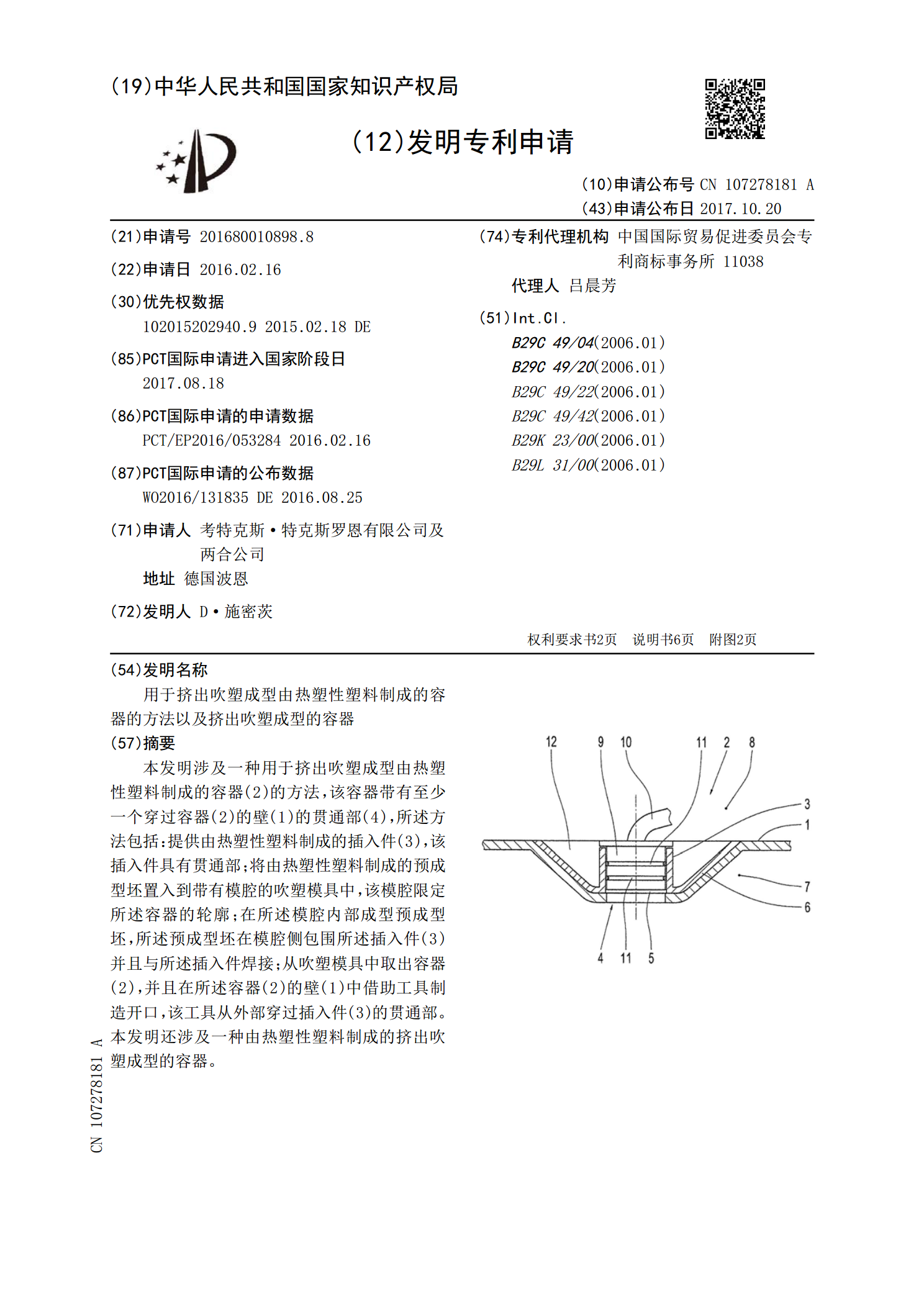
本发明涉及一种用于挤出吹塑成型由热塑性塑料制成的容器(2)的方法,该容器带有至少一个穿过容器(2)的壁(1)的贯通部(4),所述方法包括:提供由热塑性塑料制成的插入件(3),该插入件具有贯通部;将由热塑性塑料制成的预成型坯置入到带有模腔的吹塑模具中,该模腔限定所述容器的轮廓;在所述模腔内部成型预成型坯,所述预成型坯在模腔侧包围所述插入件(3)并且与所述插入件焊接;从吹塑模具中取出容器(2),并且在所述容器(2)的壁(1)中借助工具制造开口,该工具从外部穿过插入件(3)的贯通部。本发明还涉及一种由热塑性塑料

树脂组合物、挤出成型品、注射成型品和吹塑成型品.pdf
提供熔融成型时的稳定性、外观特性优异的树脂组合物、以及通过这样的树脂组合物而成型的挤出成型品、注射成型品和吹塑成型品。本发明是树脂组合物,其是以乙烯‑乙烯醇共聚物作为主要成分的树脂组合物,其特征在于,基于通过从210℃的熔融状态以150℃/秒的冷却速度冷却时的差示扫描量热测定(DSC)而得到的DSC曲线,用下述式(1)求出的不均匀核生成指数(f)低于0.6,式(1)中,Q

实验五 挤出吹塑聚乙烯薄膜.doc
实验三挤出吹塑聚乙烯薄膜一、实验目的使学生了解吹塑薄膜的生产过程,掌握成型工艺参数的作用及其对制品质量的影响;了解挤出机的基本结构、挤出吹膜机组的组成和操作。二、实验原理吹塑薄膜是塑料薄膜生产中采用最广泛的一种方法。其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气

挤出吹塑成型机理的数值模拟研究的中期报告.docx
挤出吹塑成型机理的数值模拟研究的中期报告本文旨在研究挤出吹塑成型过程中的机理,并采用数值模拟的方法进行仿真研究。本文将挤出和吹塑相结合,同时考虑了塑料材料的流变特性和机械性能。具体内容如下:一、研究背景挤出吹塑成型是一种塑料加工过程。在这个过程中,塑料颗粒通过挤出机挤出形成管状熔体,然后通过吹塑头以气态形式将熔体吹成所需形状,最后在冷却器中冷却成型。由于挤出吹塑成型过程中塑料颗粒的高速运动、熔融和变形,以及吹膜和吹瓶时内部气压和流量的变化等因素的影响,使得挤出吹塑成型过程十分复杂。因此,研究挤出吹塑成型的