
汽车发动机用飞轮总成的生产工艺.pdf

婀娜****aj


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车发动机用飞轮总成的生产工艺.pdf
本发明公开了一种汽车发动机用飞轮总成的生产工艺,包括如下步骤:(1)、生产信号盘,(2)、生产齿圈;(3)、生产飞轮本体,(4)、压装装配:将步骤(1)及步骤(2)中生产的信号盘及齿圈装配到步骤(3)中生产的飞轮本体上,先将信号盘与连接盘铆接在一起,然后将齿圈在200~220℃环境中加热30~60min,取出后经压装机热压到飞轮本体上,自然冷却;(5)、重心平衡调节;(6)、清洗、包装。将齿圈在200~220℃环境中加热30~60min,取出后经压装机热压到飞轮本体上,自然冷却,大大提高了飞轮总成的质量,

一种发动机飞轮总成.pdf
本发明公开了一种发动机飞轮总成,包括挠性盘以及固定连接于所述挠性盘外周的齿圈,所挠性盘一侧设有圆环块,挠性盘的中部设有用于与曲轴连接的安装部,安装部凸起于安装部外侧的挠性盘部分,所述安装部厚度大于安装部外侧的挠性盘厚度,该发动机飞轮总成通过设有的圆环块使得飞轮盘的惯性量大大增加,通过设有的安装部采用厚度较大的尺寸,大于挠性盘安装部外侧的区域,使得该飞轮总成转动时既不影响挠性盘的惯性量,也可以具有足够的稳定性。

一种发动机飞轮总成.pdf
本发明提供了一种发动机飞轮总成,包括飞轮本体与齿圈5,在所述的飞轮本体上设置包括离合器盖安装定位销孔1,离合器盖螺栓安装孔2,平衡孔3,飞轮安装孔4,定位销6;在飞轮本体左右两边分别设置至少一个阶梯平面;本发明的飞轮本体与齿圈独立铸造,并通过热压熔接到一起。本发明的有益效果是:本发明将齿圈与飞轮本体分开设计,减小发动机飞轮的宽度,进而减小发动机的整体长度,此外也简化了飞轮的加工工艺和制造成本。采用了阶梯状的结构设计形式,在满足性能要求的前提下,合理减轻了飞轮的重量。

一种汽车飞轮总成.pdf
本发明公开一种汽车飞轮总成,包括挠性盘、齿圈和第一质量块,所述齿圈设置于所述挠性盘外周上,所述第一质量块设置于所述挠性盘的一侧盘体上。本发明提供的汽车飞轮总成,通过第一质量块增加挠性盘的质量,以增加挠性盘的惯量,与现有技术当中同类设计相比,具有不变更发动机与液力变矩器布局、不影响其他相关件布局的前提下,增加转动惯量,增加杠机的缓冲和振动能力;本发明所提供的汽车飞轮总成,便于维护和管理,同时采用普通材料,可方便的实现制造。
轿车发动机飞轮总成在线检测设备.doc
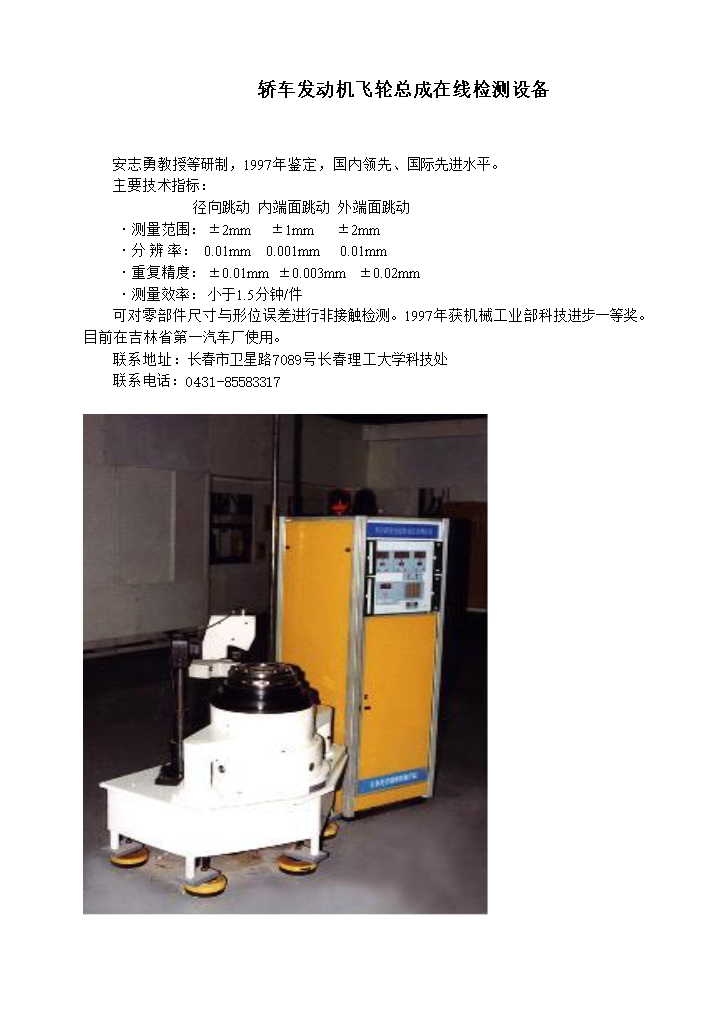
轿车发动机飞轮总成在线检测设备安志勇教授等研制1997年鉴定国内领先、国际先进水平。主要技术指标:径向跳动内端面跳动外端面跳动·测量范围:±2mm±1mm±2mm·分辨率:0.01mm0.001mm0.01mm·重复精度:±0.01mm±0.003mm±0.02mm·测量效率:小于1.5分钟/件可对零部件尺寸与形位误差进行非接触检测。1997年获机械工业部科技进步一等奖。目前在吉林省第一汽车厂使用。联系地址:长春市卫星路7089号长