
一种粉末冶金锥齿轮及其制备方法.pdf

猫巷****提格


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种粉末冶金锥齿轮及其制备方法.pdf
本发明提供了一种粉末冶金锥齿轮,由下列重量份的粉末原料压制而成:铁粉100、铜粉1.8-2.0、锑粉0.5-0.8、钴粉0.1-0.3、铬粉0.8-1.2、石墨粉0.5-0.8、改性树木灰烬0.1-0.3、稀土硅铁合金0.2-0.6、石蜡0.1-0.3、乙撑双硬脂酸酰胺0.1-0.2、磷酸三钙0.1-0.3、钇粉0.2-0.4、氮化硼0.2-0.4、氧化锌0.4-0.5。制备时先对粉末原料进行分步混合,然后经压制、烧结、热处理、表面处理后得到最终产品锥齿轮,生产出的粉末冶金锥齿轮具有耐磨性好,强度高、硬度
一种减震粉末冶金齿轮及其制备方法.pdf
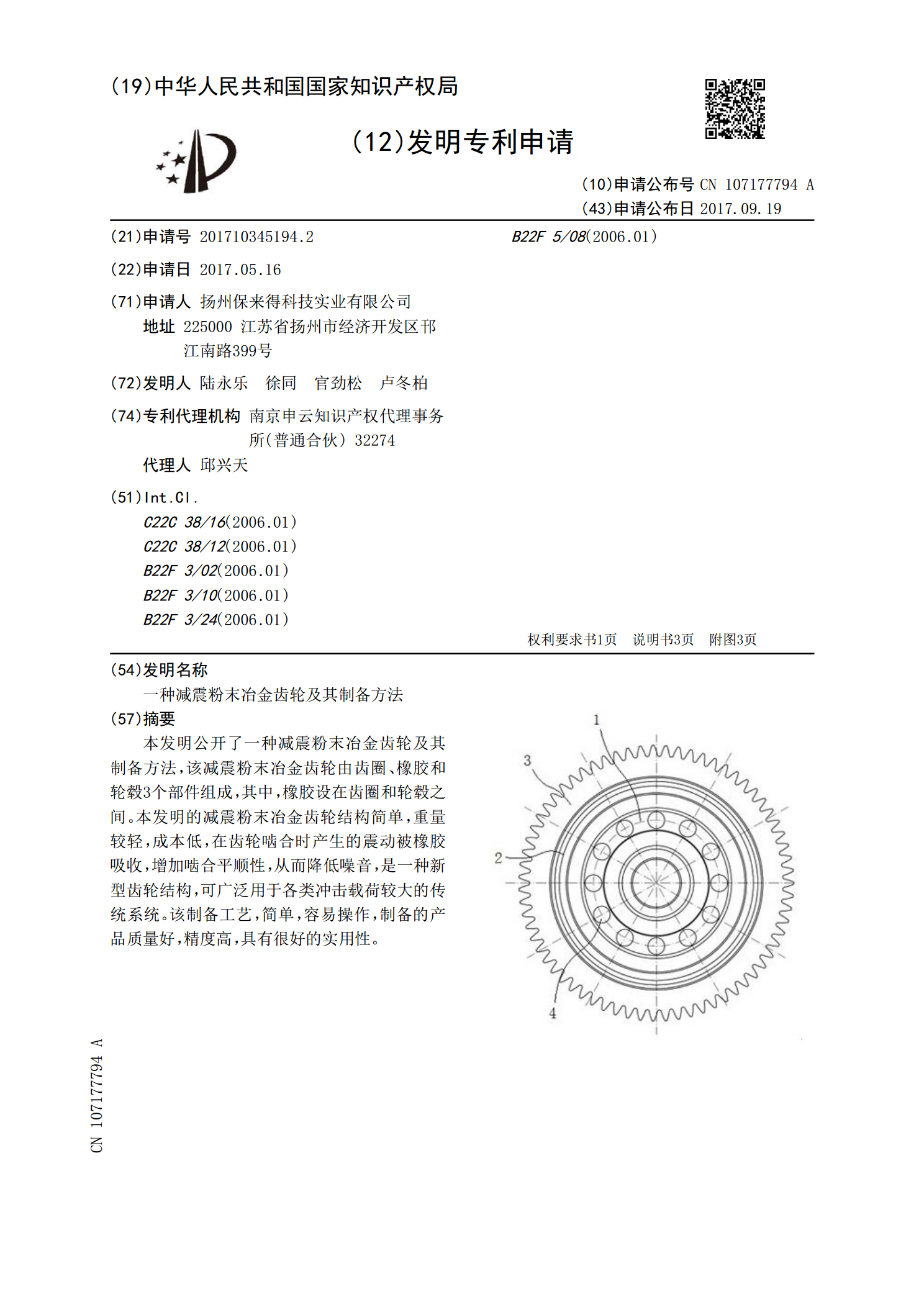
本发明公开了一种减震粉末冶金齿轮及其制备方法,该减震粉末冶金齿轮由齿圈、橡胶和轮毂3个部件组成,其中,橡胶设在齿圈和轮毂之间。本发明的减震粉末冶金齿轮结构简单,重量较轻,成本低,在齿轮啮合时产生的震动被橡胶吸收,增加啮合平顺性,从而降低噪音,是一种新型齿轮结构,可广泛用于各类冲击载荷较大的传统系统。该制备工艺,简单,容易操作,制备的产品质量好,精度高,具有很好的实用性。

一种粉末冶金齿轮盘及其制备方法.pdf
本发明公开了一种粉末冶金齿轮盘,其特征在于,由下列重量份的原料制成:Ni1.2-1.3、Mo2.3-2.4、Cu0.3-0.4、Bi0.5-0.6、Tb0.1-0.14、Al2.1-2.3、Sn1.4-1.5、硬酯酸锌3.2-3.4、铁粉92-94、助剂1-2;本发明制造的齿轮盘组织致密,微观结构良好,孔隙很少,结构刚度、硬度、耐疲劳性能、抗拉强度性能优良,易于生产操作,适于自动化生产,生产效率高,有很好的实用性,具有很好的经济前景,能产生很好的社会效益。

一种粉末冶金合金齿轮及其制备方法.pdf
本发明公开了一种粉末冶金合金齿轮,其特征在于,由下列重量份的原料制成:镁5.2-5.5、铜2.2-2.4、铁粉74-75、Ti5.1-5.3、Co3.1-3.5、As0.3-0.5、In0.2-0.3、助剂2-3;本发明添加助剂,使合金粉末分散均匀,保证产品内部组织结构的纵横均匀度,使产品的疲劳寿命有所提高;本发明微观结构良好,孔隙很少,结构刚度、硬度、耐疲劳性能、抗拉强度性能优良;工艺简单,易于实现,提高了生产效率。

一种粉末冶金扇形齿轮及其制备方法.pdf
本发明提供了一种粉末冶金扇形齿轮,由下列重量份的粉末原料压制而成:铁粉100、铜粉1.8-2.0、锆粉0.5-0.8、钒粉0.1-0.3、铬粉0.8-1.2、石墨粉0.5-0.8、改性树木灰烬0.1-0.3、稀土硅铁合金0.2-0.6、石蜡0.1-0.3、乙撑双硬脂酸酰胺0.1-0.2、二硫化钼0.1-0.3、BaF2?0.2-0.4、氮化硼0.2-0.4、氧化锌0.4-0.5。制备时先对粉末原料进行分步混合,然后经压制、烧结、热处理、表面处理后得到最终产品扇形齿轮,生产出的粉末冶金扇形齿轮具有耐磨性好,