
高速钢刀具热处理缺陷分析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高速钢刀具热处理缺陷分析.docx
高速钢刀具热处理缺陷分析高速钢刀具热处理缺陷分析摘要:高速钢刀具热处理是一种重要的工艺,其质量直接影响着刀具的使用寿命和效果。然而,在热处理过程中常常会出现一些缺陷,如裂纹、变形和气孔等,这些缺陷会降低刀具的性能和寿命。本论文通过分析高速钢刀具热处理时可能出现的常见缺陷,探讨其成因和解决方法,以提高钢刀具的质量和效果。关键词:高速钢刀具;热处理;缺陷;裂纹;变形;气孔一、引言高速钢刀具是一种常用的切削工具,在机械加工领域有广泛的应用。其优点是硬度高、耐磨性好、耐高温性强等。然而,高速钢刀具在使用过程中经受
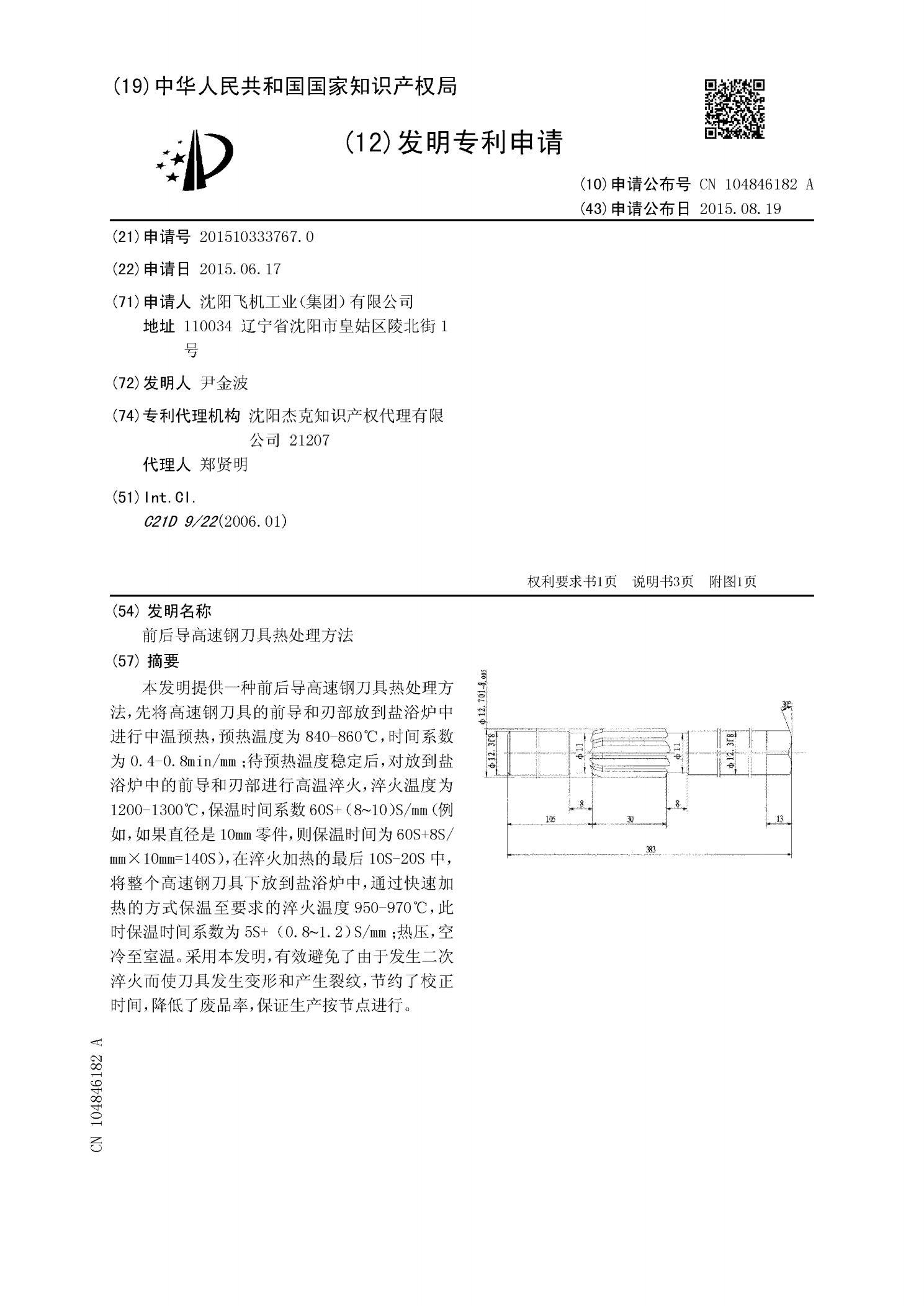
前后导高速钢刀具热处理方法.pdf
本发明提供一种前后导高速钢刀具热处理方法,先将高速钢刀具的前导和刃部放到盐浴炉中进行中温预热,预热温度为840-860℃,时间系数为0.4-0.8min/mm;待预热温度稳定后,对放到盐浴炉中的前导和刃部进行高温淬火,淬火温度为1200-1300℃,保温时间系数60S+(8~10)S/mm(例如,如果直径是10mm零件,则保温时间为60S+8S/mm×10mm=140S),在淬火加热的最后10S-20S中,将整个高速钢刀具下放到盐浴炉中,通过快速加热的方式保温至要求的淬火温度950-970℃,此时保温时间
高速钢刀具热处理加工的工艺方法.pdf
本发明涉及一种高速钢刀具热处理加工的工艺方法,包括以下步骤:1)装夹刀具的尾柄;2)把刀具的整体放入到850℃的中温盐炉中进行保温,使刀具的整体硬度为HRC33-48,然后空冷;3)把刀具的前导和刃部放入1275℃的高温盐炉中,进行保温,隔一段时间后,将刀具的前导、刃部和后导全部放入高温盐炉中,使刀具的前导和刃部硬度HRC为63-66,后导的硬度为HRC53-58;4)通过前导部分的退火,是前导的硬度HRC为53-58。该方法主要通过刀具进入加热介质的时间长短来控制不同位置的不同硬度,从而节省了繁琐的工艺

减小高速钢刀具热处理变形的研究.docx
减小高速钢刀具热处理变形的研究近年来,随着工业生产的不断发展,高速钢刀具作为一种重要的加工工具越来越受到广泛的应用。高速钢刀具具有高硬度、高强度和高耐磨性的特点,但是在长时间使用过程中,它们容易发生热处理变形,这就会影响刀具的使用寿命和加工效果。因此,如何减小高速钢刀具热处理变形成为了一个重要的研究课题。高速钢刀具的热处理变形主要由下列因素引起。首先是材料的内部构造。高速钢刀具的组织结构是由粗粒度和细粒度两种组织结构相互交错而成的。在高温下,粗粒度组织会变得更为韧性,而细粒度组织则会变得更为脆性。其次是加

减小高速钢刀具热处理变形的研究.docx
减小高速钢刀具热处理变形的研究标题:减小高速钢刀具热处理变形的研究摘要:高速钢刀具的热处理过程中常常出现变形现象,严重影响刀具的精度和使用寿命。本文对高速钢刀具热处理变形的原因进行了分析,同时提出了一系列减小热处理变形的方法和措施,以期为高速钢刀具制造业提供一定的参考和借鉴。关键词:高速钢刀具;热处理;变形;减小一、引言高速钢刀具具有硬度高、切削性能好等优势,在金属切削加工中广泛应用。然而,在高速钢刀具的生产过程中,热处理变形是一个常见的问题,严重影响了刀具的精度和寿命。因此,减小高速钢刀具的热处理变形对