
前后导高速钢刀具热处理方法.pdf

是你****馨呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
前后导高速钢刀具热处理方法.pdf
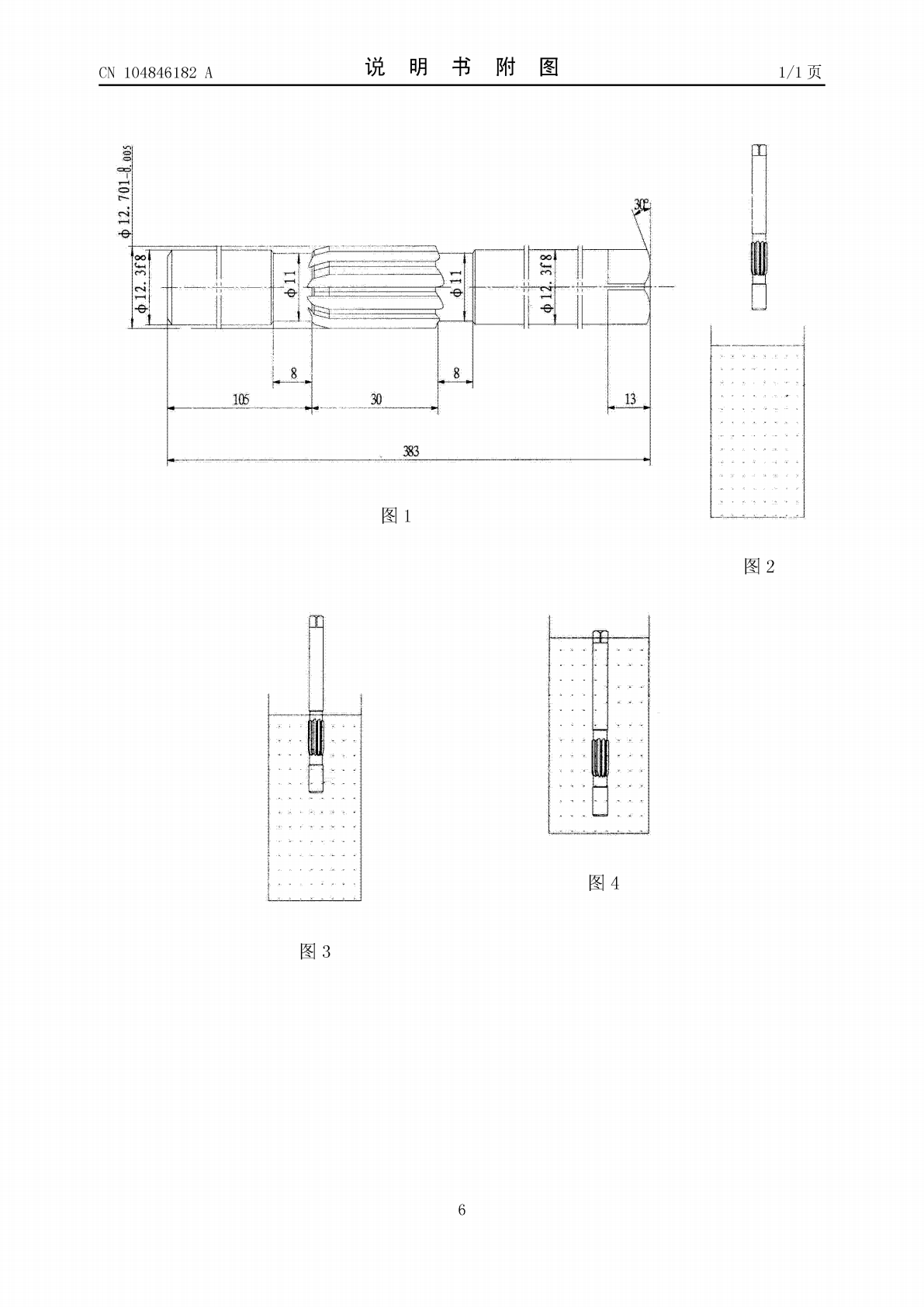
本发明提供一种前后导高速钢刀具热处理方法,先将高速钢刀具的前导和刃部放到盐浴炉中进行中温预热,预热温度为840-860℃,时间系数为0.4-0.8min/mm;待预热温度稳定后,对放到盐浴炉中的前导和刃部进行高温淬火,淬火温度为1200-1300℃,保温时间系数60S+(8~10)S/mm(例如,如果直径是10mm零件,则保温时间为60S+8S/mm×10mm=140S),在淬火加热的最后10S-20S中,将整个高速钢刀具下放到盐浴炉中,通过快速加热的方式保温至要求的淬火温度950-970℃,此时保温时间
高速钢刀具热处理加工的工艺方法.pdf
本发明涉及一种高速钢刀具热处理加工的工艺方法,包括以下步骤:1)装夹刀具的尾柄;2)把刀具的整体放入到850℃的中温盐炉中进行保温,使刀具的整体硬度为HRC33-48,然后空冷;3)把刀具的前导和刃部放入1275℃的高温盐炉中,进行保温,隔一段时间后,将刀具的前导、刃部和后导全部放入高温盐炉中,使刀具的前导和刃部硬度HRC为63-66,后导的硬度为HRC53-58;4)通过前导部分的退火,是前导的硬度HRC为53-58。该方法主要通过刀具进入加热介质的时间长短来控制不同位置的不同硬度,从而节省了繁琐的工艺
刀具热处理方法.pdf
本发明属于热处理工艺领域,具体是一种金属材料的刀具热处理方法。刀具热处理方法,它包括如下步骤:a.预加热,将制造成型的刀具通过普通加热炉加热至700-850℃;b.通过预加热后进行淬火加热,淬火加热温度为1230-1300℃,淬火加热两小时后放入航空煤油中进行冷却;c.回火,将淬火冷却后的刀具放入回火炉中进行回火,回火的温度为595-625℃,回火后放入机油中进行冷却;d.机油冷却后的刀具进行低温加热,加热后放入石英砂中自然冷却,低温加热的温度为150℃。本发明的优点是提高了刀具的硬度、耐磨度以及红硬度,
高速钢片铣刀热处理工艺方法.pdf
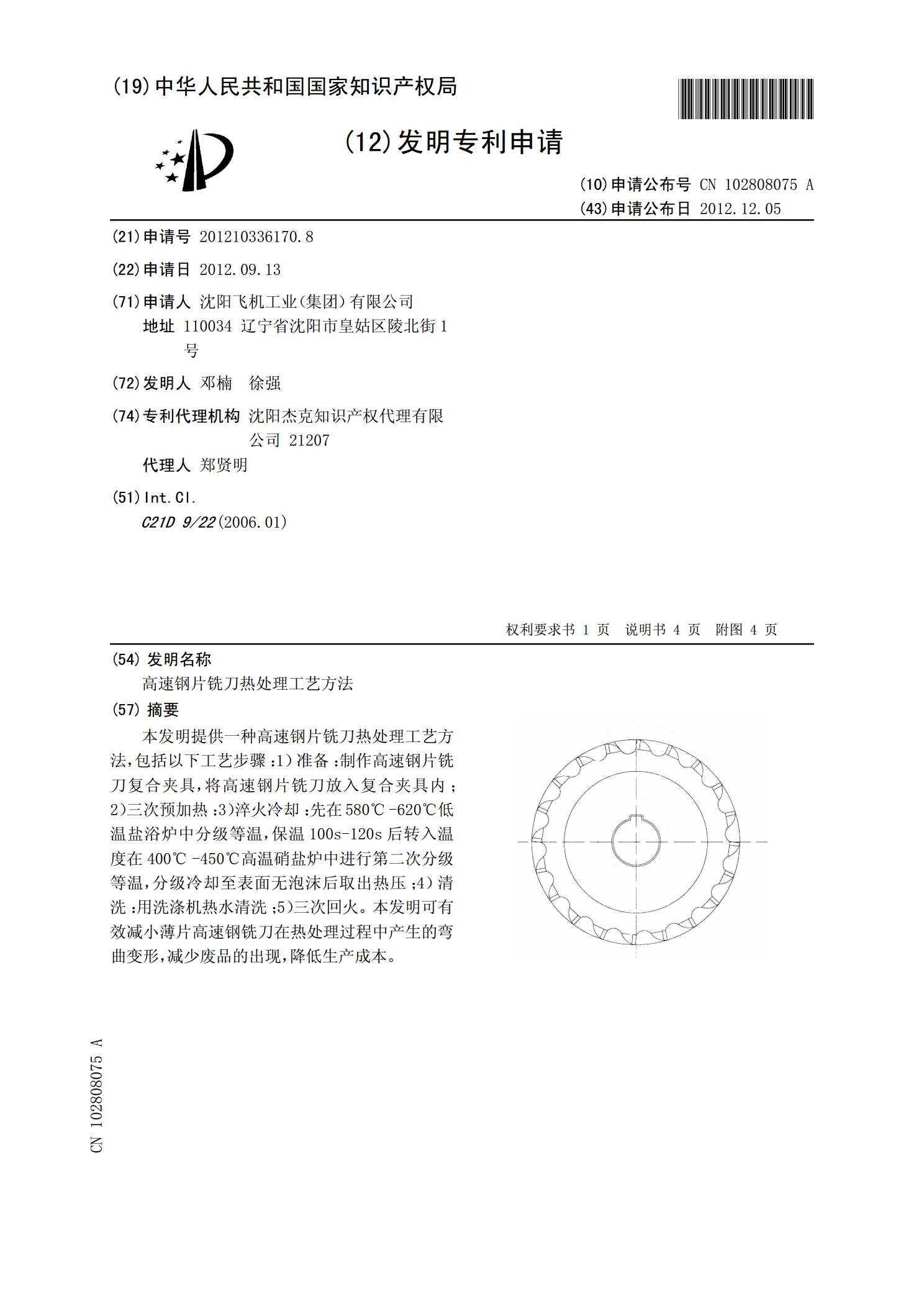
本发明提供一种高速钢片铣刀热处理工艺方法,包括以下工艺步骤:1)准备:制作高速钢片铣刀复合夹具,将高速钢片铣刀放入复合夹具内;2)三次预加热:3)淬火冷却:先在580℃-620℃低温盐浴炉中分级等温,保温100s-120s后转入温度在400℃-450℃高温硝盐炉中进行第二次分级等温,分级冷却至表面无泡沫后取出热压;4)清洗:用洗涤机热水清洗;5)三次回火。本发明可有效减小薄片高速钢铣刀在热处理过程中产生的弯曲变形,减少废品的出现,降低生产成本。
一种刀具高速钢的制备方法.pdf
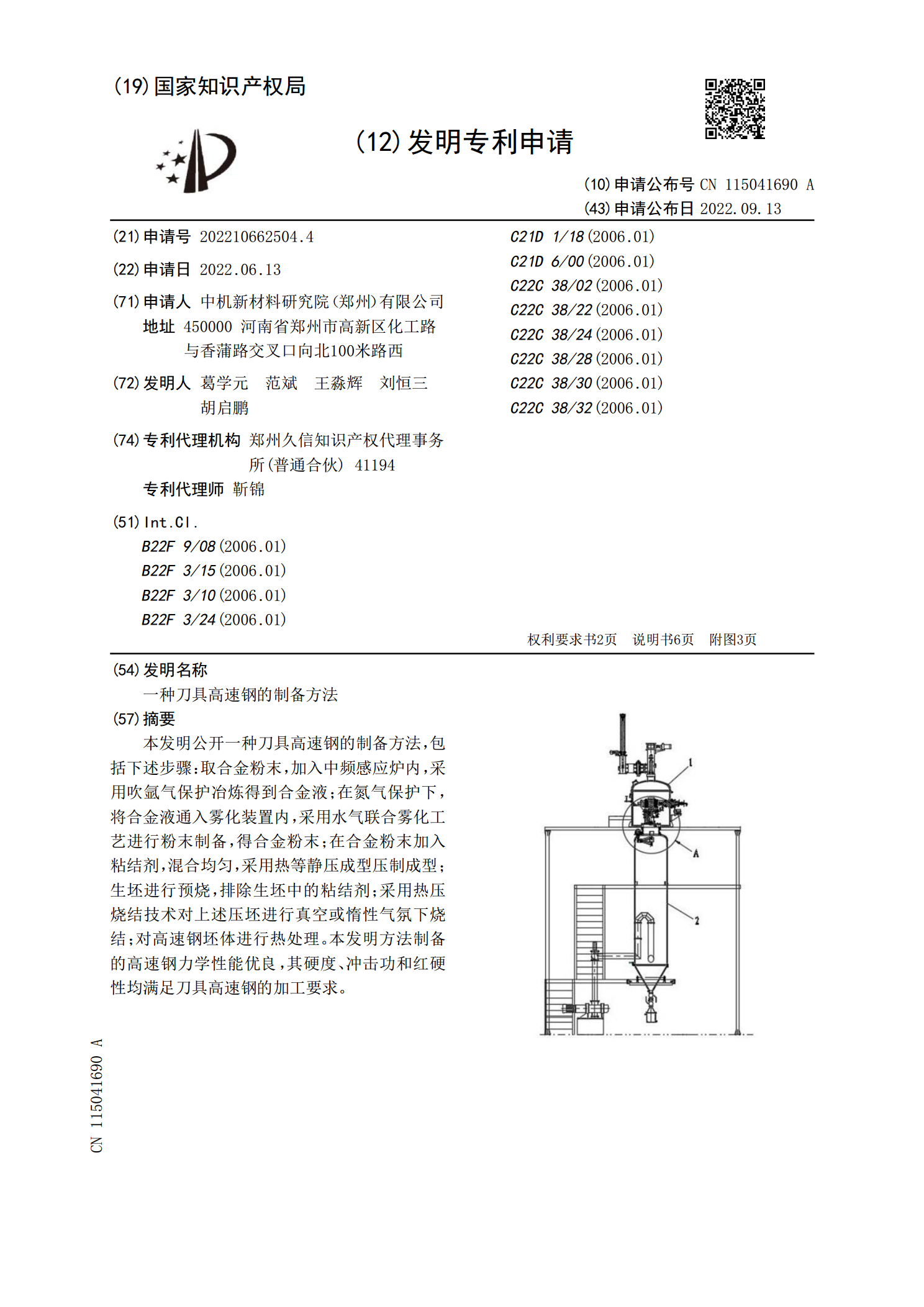
本发明公开一种刀具高速钢的制备方法,包括下述步骤:取合金粉末,加入中频感应炉内,采用吹氩气保护冶炼得到合金液;在氮气保护下,将合金液通入雾化装置内,采用水气联合雾化工艺进行粉末制备,得合金粉末;在合金粉末加入粘结剂,混合均匀,采用热等静压成型压制成型;生坯进行预烧,排除生坯中的粘结剂;采用热压烧结技术对上述压坯进行真空或惰性气氛下烧结;对高速钢坯体进行热处理。本发明方法制备的高速钢力学性能优良,其硬度、冲击功和红硬性均满足刀具高速钢的加工要求。