
线电极磨削装置.pdf

书生****萌哒


1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

线电极磨削装置.pdf
本发明提供了一种小型化制备微细电极的线电极磨削装置。包括:带压簧放丝结构,导电块,导轮,带刃口的固定导轮,浮动轮,过渡轮,以及收丝部分。电极丝由放丝轮导出,经过导电块,导轮,在带刃口的固定轮的刃口处完成放电加工,再经过导轮,浮动轮和过渡轮到达收丝轮,最后由电机带动收丝轮收丝完成电极丝的整个走丝过程。带压簧放丝结构能实现预先设定放丝所需的牵引力。浮动轮能够保证电极丝的张力自适应的保持为预设值。整个装置结构简单,布局紧凑,能保证平稳走丝,实现较好的加工精度。

磨削方法、磨削装置及用于磨削装置的电极.pdf
本发明公开磨削装置、磨削方法以及电极,所述磨削装置包括:多轮式砂轮;以及电极,其布置为以预定间隔与所述多轮式砂轮的磨削作用面相对,其中,在电解修整所述多轮式砂轮的所述磨削作用面的同时磨削并加工工件,所述电解修整是通过将导电的加工液供给在所述电极的电极作用面和所述多轮式砂轮的所述磨削作用面之间并将电压施加在所述多轮式砂轮和所述电极之间来进行的,其中,所述电极具有层叠体,在所述层叠体中,多个电极板被多个绝缘板交替地夹在中间,所述多个电极板的所述电极作用面布置为与每一个所述磨轮的所述磨削作用面相对
一种微细电火花在线制作电极的线电极磨削装置.pdf
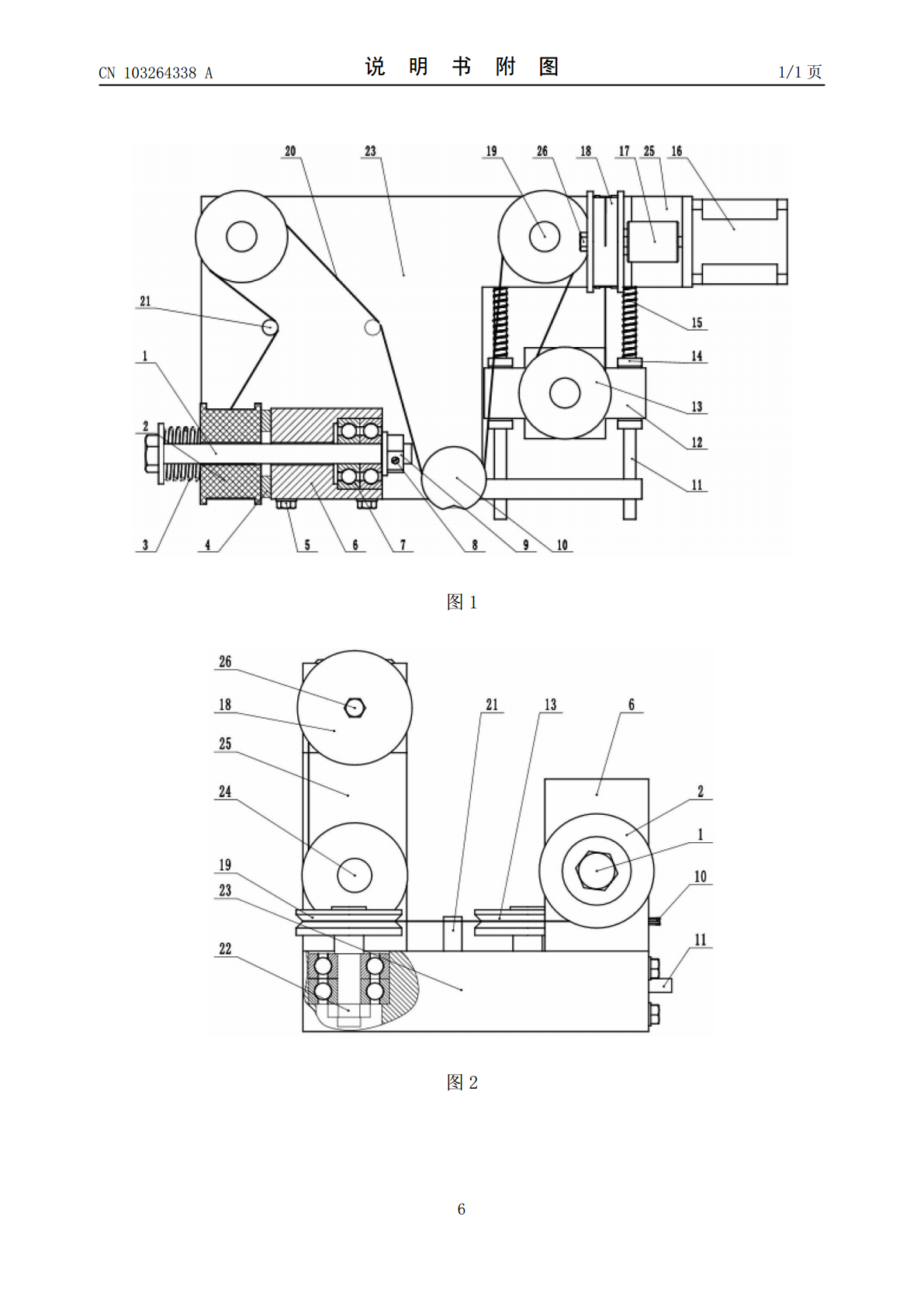
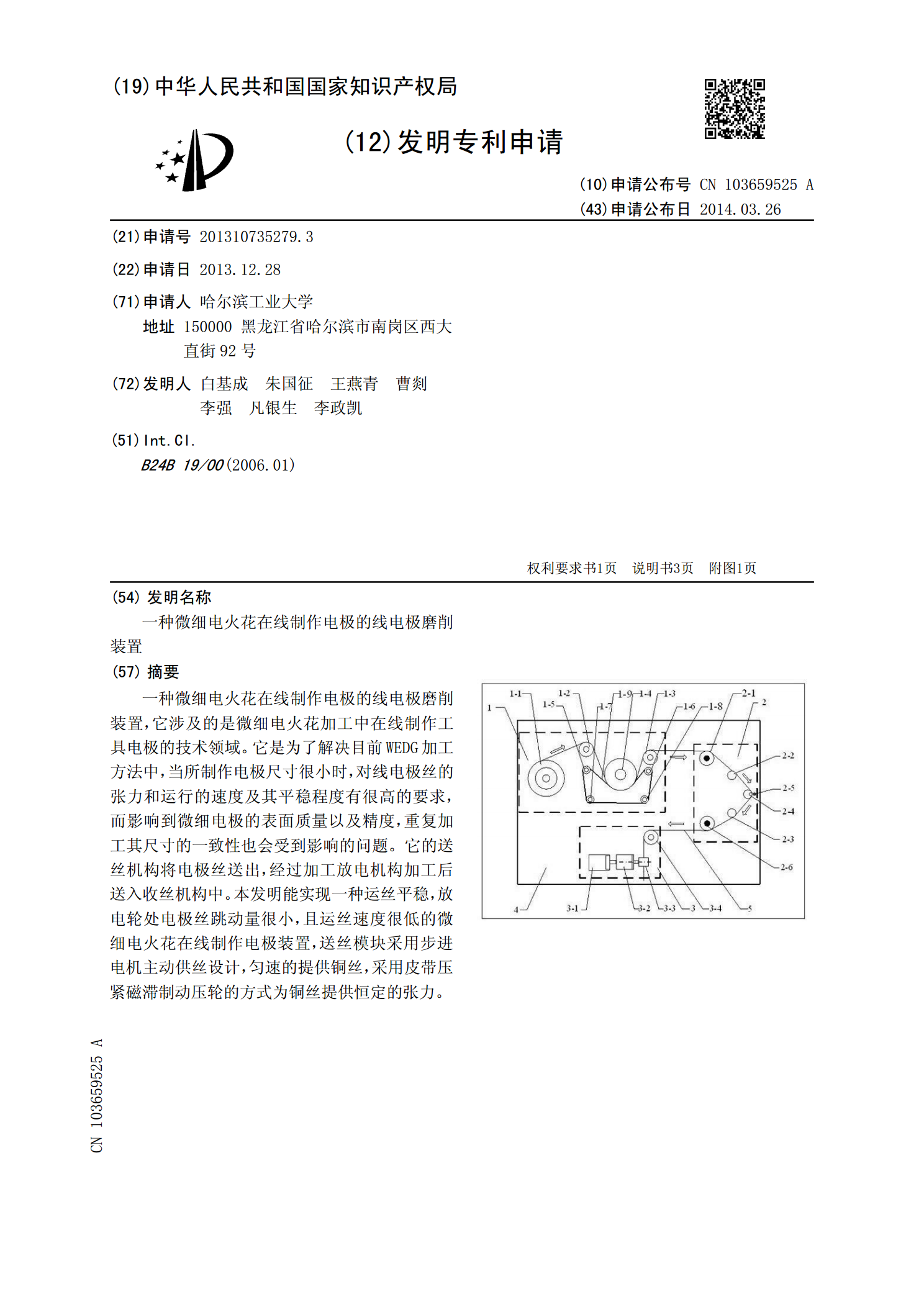
一种微细电火花在线制作电极的线电极磨削装置,它涉及的是微细电火花加工中在线制作工具电极的技术领域。它是为了解决目前WEDG加工方法中,当所制作电极尺寸很小时,对线电极丝的张力和运行的速度及其平稳程度有很高的要求,而影响到微细电极的表面质量以及精度,重复加工其尺寸的一致性也会受到影响的问题。它的送丝机构将电极丝送出,经过加工放电机构加工后送入收丝机构中。本发明能实现一种运丝平稳,放电轮处电极丝跳动量很小,且运丝速度很低的微细电火花在线制作电极装置,送丝模块采用步进电机主动供丝设计,匀速的提供铜丝,采用皮带压

基于线电极放电磨削的微成形模具原位制造装置.pdf
基于线电极放电磨削的微成形模具原位制造装置,属于精密机械制造领域。本发明为了解决在微型模具加工过程中块电极重复使用,微小的放电间隙难以精确控制,表面质量较差,影响了微型模具的使用寿命的问题。原位制造装置中的线电极及进给传动系统包括线电极、线电极导向板、主动外导轮、从动外导轮和两组内导轮,所述上轴的前端安装有线电极导向板,XY精密移动平台上安装有主动外导轮和从动外导轮,主动外导轮与一个旋转电机的输出轴连接,线电极依次缠绕在主动外导轮、主动外导轮同侧的一组内导轮、线电极导向板、另一组内导轮、从动外导轮,通过主

一种小型化双功能线电极磨削装置.pdf
本发明公开了一种小型化双功能线电极磨削装置。所述的线电极磨削装置中的电机组件、收丝轮、出丝轮、阻尼器及阻尼片安装在支撑底板上,左磨削头、右磨削头、减振器、导轮及过渡轮安装在支撑立板上。电极丝由出丝轮导出后,经过中间的过渡装置后绕上左磨削头与右磨削头,再经过相应的过渡装置,最后由收丝轮收丝完成整个走丝过程。电机组件带动收丝轮旋转,实现电极丝的走丝功能。本发明中的各器件进行合理设置,能实现装置的小型化与轻便化,提升工作台的动态特性。本发明中的左、右磨削头之间放电加工区域的空间尺寸能够灵活调节,既能满足阵列式微