
多工位电解精密磨削自动机.pdf

一吃****昕靓


1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多工位电解精密磨削自动机.pdf
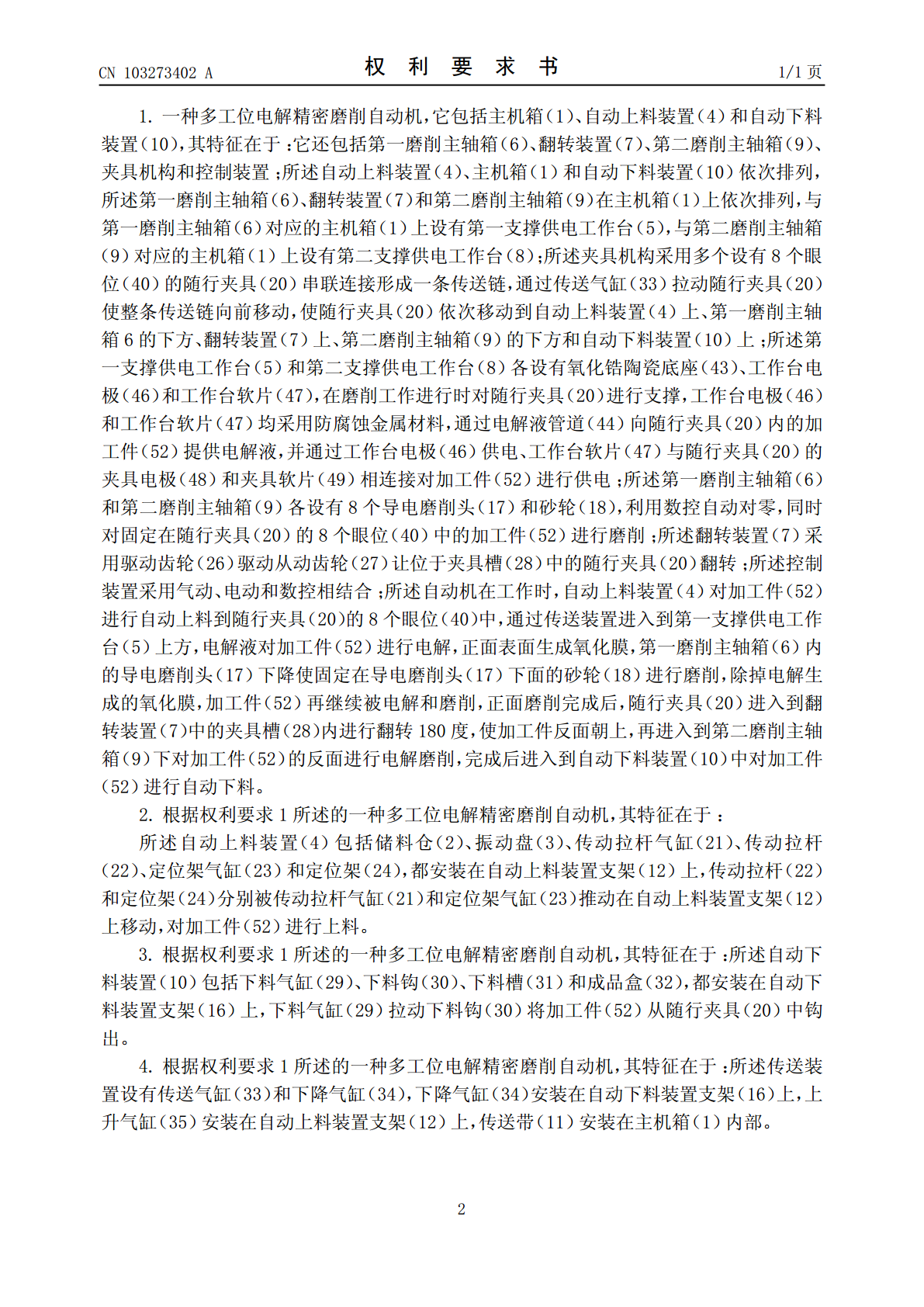
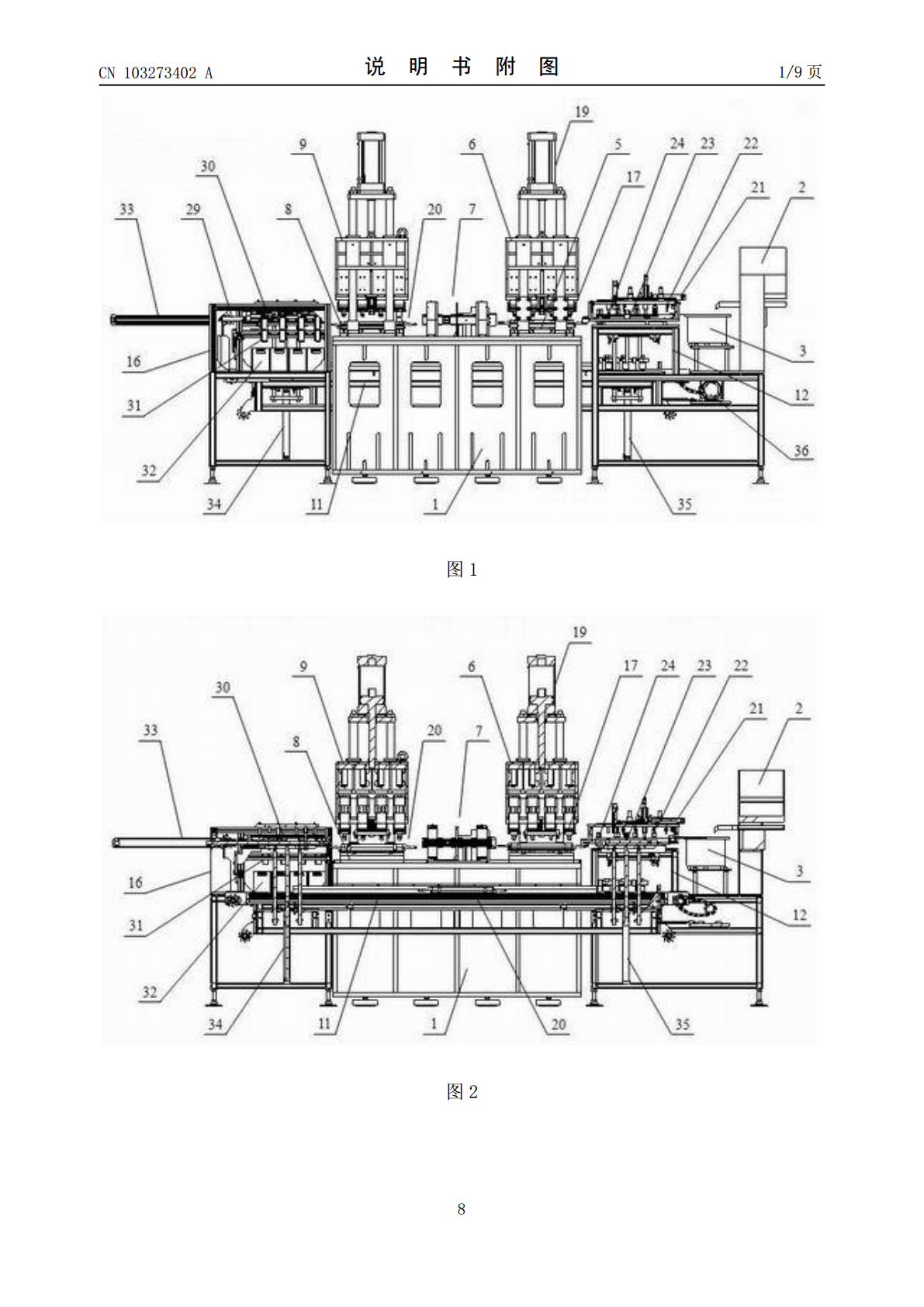
一种多工位电解精密磨削自动机,属于对剃须刀网的内、外表面进行全自动磨削加工的装置。这种磨削自动机采用船板式结构随行夹具,自动上下料,可进行8个工位的同时操作,利用电解作用及机械磨削能力的导电磨轮对剃须刀网进行加工,大幅提高工作效率、加工稳定性及精度,并降低磨轮的损耗,节省生产成本。通过翻转装置可以实现在一台机器上对加工件的正、反两面进行加工。采用电极供电、软片连接、浮动钢环、绝缘套绝缘的导电形式对加工件进行电解加工。用氧化锆陶瓷绝缘、耐磨、抗高温的特性制成底座作为支撑,并对加工件的加工位置起到定心的作用。
多工位仿形磨削机.pdf
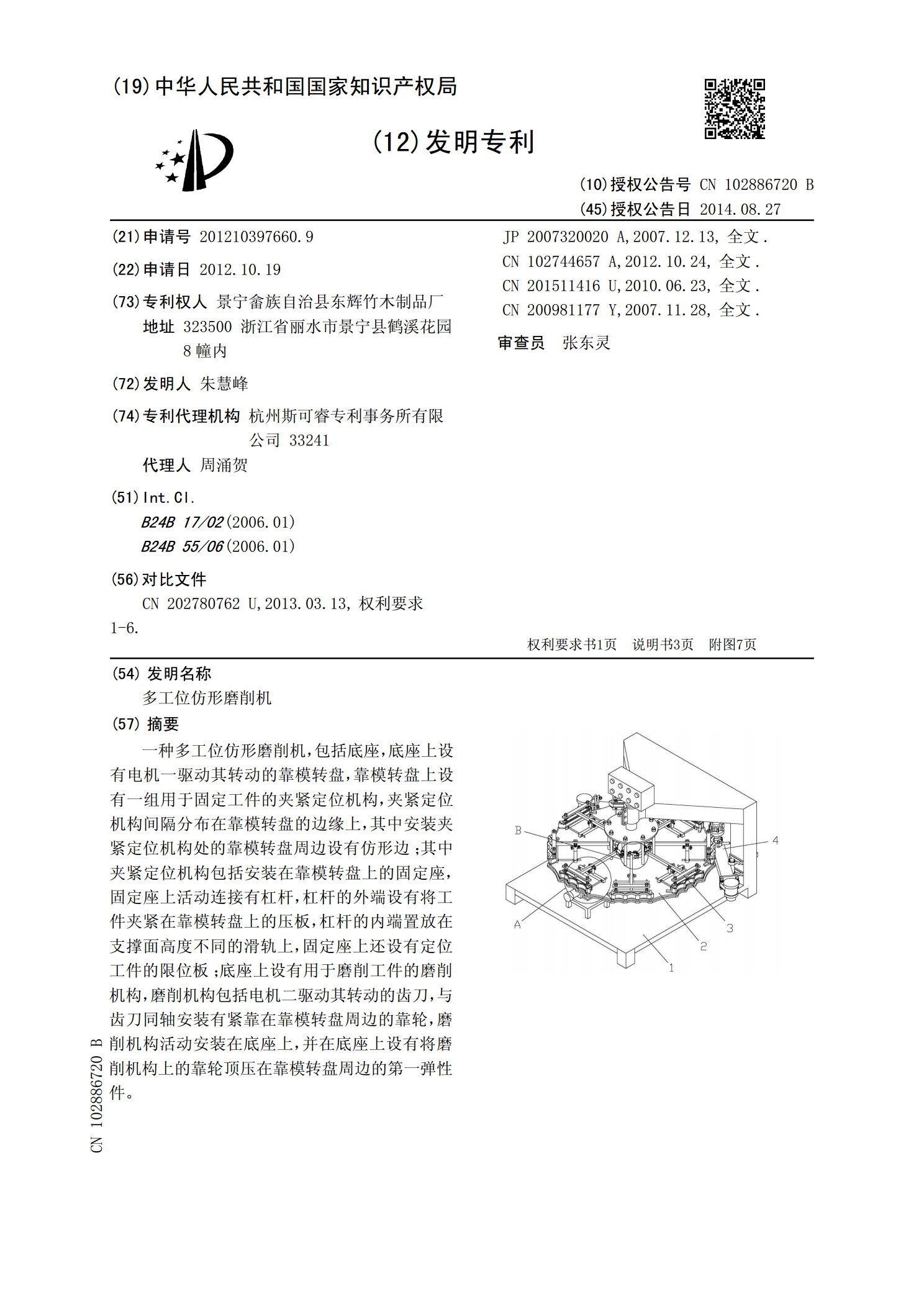
一种多工位仿形磨削机,包括底座,底座上设有电机一驱动其转动的靠模转盘,靠模转盘上设有一组用于固定工件的夹紧定位机构,夹紧定位机构间隔分布在靠模转盘的边缘上,其中安装夹紧定位机构处的靠模转盘周边设有仿形边;其中夹紧定位机构包括安装在靠模转盘上的固定座,固定座上活动连接有杠杆,杠杆的外端设有将工件夹紧在靠模转盘上的压板,杠杆的内端置放在支撑面高度不同的滑轨上,固定座上还设有定位工件的限位板;底座上设有用于磨削工件的磨削机构,磨削机构包括电机二驱动其转动的齿刀,与齿刀同轴安装有紧靠在靠模转盘周边的靠轮,磨削机构

Robot 在自动机中的多工位应用.doc
Robot在自动机中的多工位应用富士康科技集团AP-ATM李辉摘要在当今大规模制造业中,企业为提高生产效率,保障产品质量,普遍重视生产过程的自动化程度,工业机器人作为自动化生产线上的重要成员,逐渐被企业所认同并采用。工业机器人的技术水平和应用程度在一定程度上反映了一个国家工业自动化的水平,目前,工业机器人主要承担着焊接、喷涂、搬运以及堆垛等重复性并且劳动强度极大的工作,工作方式一般采取示教再现的方式。本文将阐述应用一台6轴Robot在自动机中完成多任务位的工作,首先,本文将说

多工位切换精密定位装置.pdf
本发明公开了一种多工位切换精密定位装置,它包括机座和周侧部位设置有多个加工工位的转盘,转盘通过中心轴连接有被动齿轮,该被动齿轮一侧通过主动齿轮连接有伺服电机,所述精密定位装置设置挡块式定位机构或阻尼式定位机构。该装置采用加工制作简单的机械传动切换和机械定位,具有结构简单、使用操作方便、造价便宜等优点,尤其适合中、小企业多工位一体化加工生产装备。

Robot 在自动机中的多工位应用 (2).doc
Robot在自动机中的多工位应用富士康科技集团AP-ATM李辉摘要在当今大规模制造业中,企业为提高生产效率,保障产品质量,普遍重视生产过程的自动化程度,工业机器人作为自动化生产线上的重要成员,逐渐被企业所认同并采用。工业机器人的技术水平和应用程度在一定程度上反映了一个国家工业自动化的水平,目前,工业机器人主要承担着焊接、喷涂、搬运以及堆垛等重复性并且劳动强度极大的工作,工作方式一般采取示教再现的方式。本文将阐述应用一台6轴Robot在自动机中完成多任务位的工作,首先,本文将说