
自动冲放焊底垫一体机.pdf

是向****23


1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动冲放焊底垫一体机.pdf
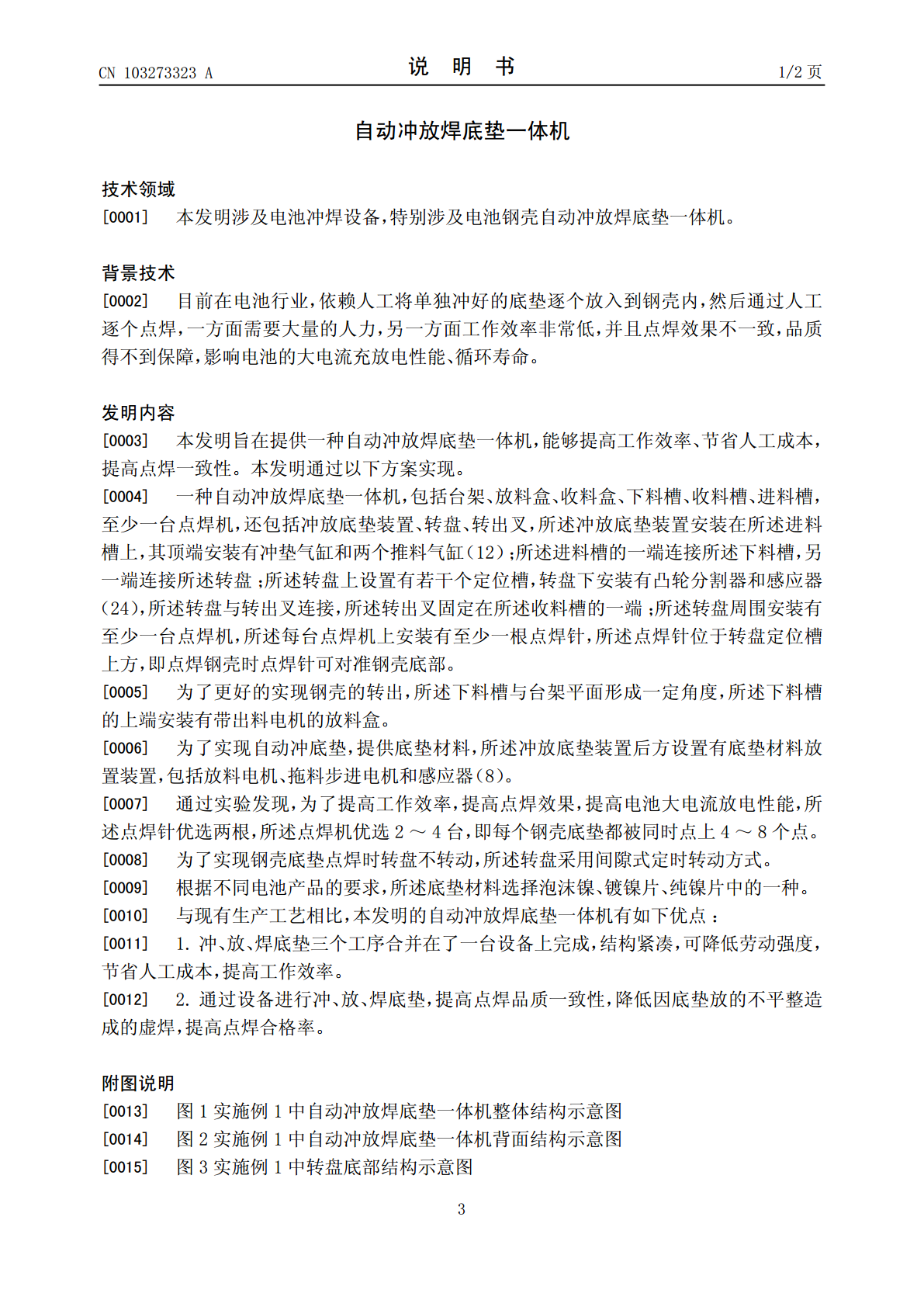
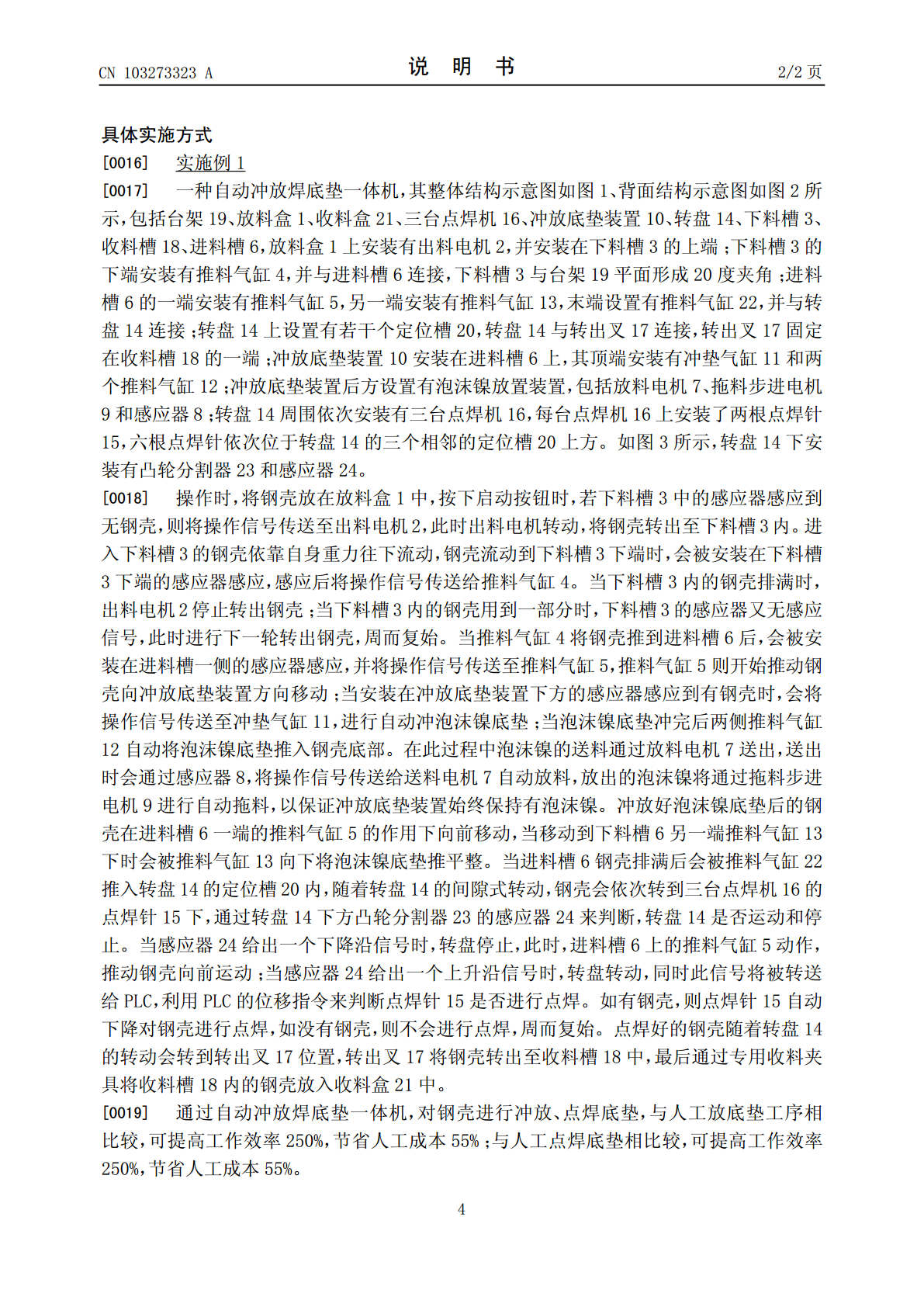
本发明提供一种自动冲放焊底垫一体机,包括台架、放料盒、收料盒、下料槽、收料槽、进料槽,至少一台点焊机,还包括冲放底垫装置、转盘、转出叉,所述冲放底垫装置安装在所述进料槽上,其顶端安装有冲垫气缸和两个推料气缸(12);所述进料槽的一端连接所述下料槽,另一端连接所述转盘;所述转盘上设置有若干个定位槽,转盘下安装有凸轮分割器和感应器(24),所述转盘与转出叉连接,所述转出叉固定在所述收料槽的一端;所述转盘周围安装有至少一台点焊机,所述每台点焊机上安装有至少一根点焊针,所述点焊针位于转盘定位槽上方。采用本发明的设

冲焊弯头自动焊机.pdf
本发明涉及自动化焊接领域,特别涉及一种冲焊弯头自动焊机,包括机架、摆动体、滚轮组、驱动装置和电焊机头,所述摆动体为扇形,圆心铰接固定在所述机架上,在所述机架上,沿所述摆动体外圆弧的轨迹上设置有滚轮组,所述滚轮组在所述驱动装置的驱动下发生转动,所述摆动体上设置有装夹机构。本发明驱动摆动体的滚轮组设置在圆弧的最外沿,使得驱动力臂最长,在同样的驱动力作用下,能产生最大的力矩,在驱动大重量弯头的情况下,能产生事半功倍的效果,很好的解决了转动速度不均匀、极限位置限位不够稳定的缺点,也为安全作业提供了确

自动焊集流盘一体机.pdf
本发明提供了一种自动焊集流盘一体机,包括机架平台、操作控制面板、进料槽、出料槽、至少一台点焊机,还包括放集流盘装置、转盘、固定盘,转盘呈圆环形,固定盘置于转盘中心,固定盘和转盘均安装在凸轮分割器上,凸轮分割器上设置有感应器,凸轮分割器安装在机架平台上,凸轮分割器通过皮带与安装在机架平台下的电机同步,转盘周边设置有若干个定位槽,定位槽内装有固定模具,放集流盘装置、至少一台点焊机依次安装在转盘的周围,每台点焊机上安装有至少一根点焊针,在转盘下方与点焊针相对的位置上设置有定位旋转装置,放集流盘装置后端设置有集流

冲钻孔自动化一体机.pdf
本发明适用于钢管加工技术领域,提供了一种冲钻孔自动化一体机,包括支撑装置、固定装置、冲孔装置、钻孔装置和自动输送装置,支撑装置包括支撑架和若干个导向座;冲孔装置位于左固定件一侧;钻孔装置位于冲孔装置一侧;自动输送装置包括传送装置、上料装置和下料装置,传送装置包括倾斜设置的导料板、旋转件和偏心件;上料装置和下料装置结构相同上料装置包括动力件、摇臂套和摇臂装置。借此,本发明能够实现对钢管的自动化导料运输,同时实现自动化钻冲孔,提高工作效率。
多层自动放布缝切一体机.pdf
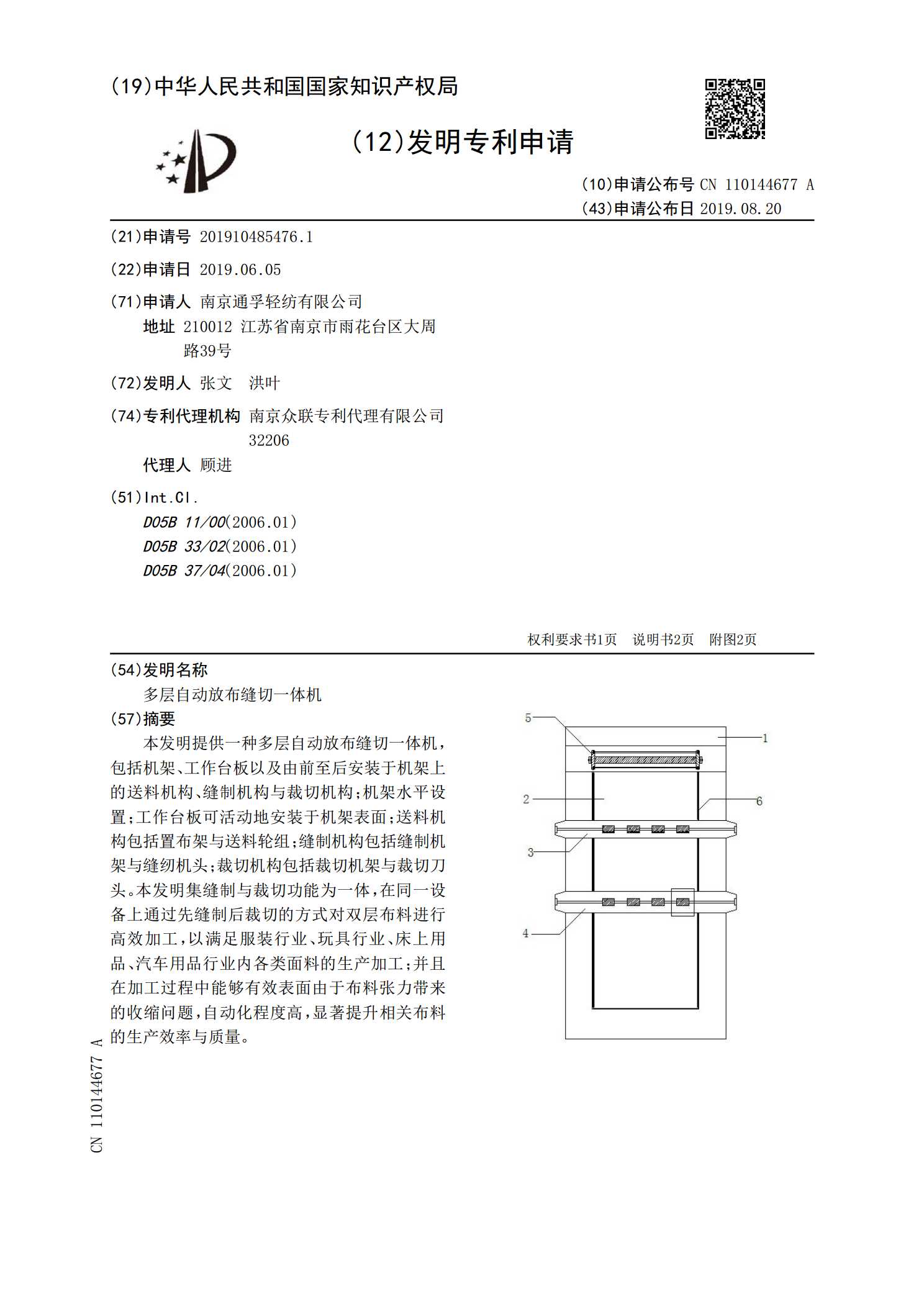
本发明提供一种多层自动放布缝切一体机,包括机架、工作台板以及由前至后安装于机架上的送料机构、缝制机构与裁切机构;机架水平设置;工作台板可活动地安装于机架表面;送料机构包括置布架与送料轮组;缝制机构包括缝制机架与缝纫机头;裁切机构包括裁切机架与裁切刀头。本发明集缝制与裁切功能为一体,在同一设备上通过先缝制后裁切的方式对双层布料进行高效加工,以满足服装行业、玩具行业、床上用品、汽车用品行业内各类面料的生产加工;并且在加工过程中能够有效表面由于布料张力带来的收缩问题,自动化程度高,显著提升相关布料的生产效率与质