
一种简易自动旋转焊接平台.pdf

猫巷****奕声


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种简易自动旋转焊接平台.pdf
本发明的一种简易自动旋转焊接平台,涉及一种用于气体保护焊的焊接工装,属于焊机工装技术领域。本发明的一种简易自动旋转焊接平台,包括旋转装夹平台、支撑箱、驱动电机、调控装置;通过中间轴和输出轴之间的齿轮啮合减速,带动旋转装夹平台的旋转;变速时电流在调控装置中进行变换,输出给驱动电机,控制驱动电机变速变换,经过减速传递到旋转装夹平台,完成不同转速的旋转。本发明可作为焊接工装,通过焊接工件地变速旋转实现气体保护焊圆形(弧形)焊道实时准确找正,保证焊接作业中焊道均匀、焊接角度一致;同时,提高焊接效率和焊接质量,并且

一种加热丝引棒自动旋转焊接加工平台.pdf
本发明为一种加热丝引棒自动旋转焊接加工平台,属于加工机构的技术领域,包括自动上料结构、加工结构、压轮机构、传感器和控制系统;通过自动上料结构和加工结构的连接配合,使得引棒能够自动从上料结构运送到入料工位,并且能够进行精准喂料,方便下一步的作业,减少了人员的劳动作业。
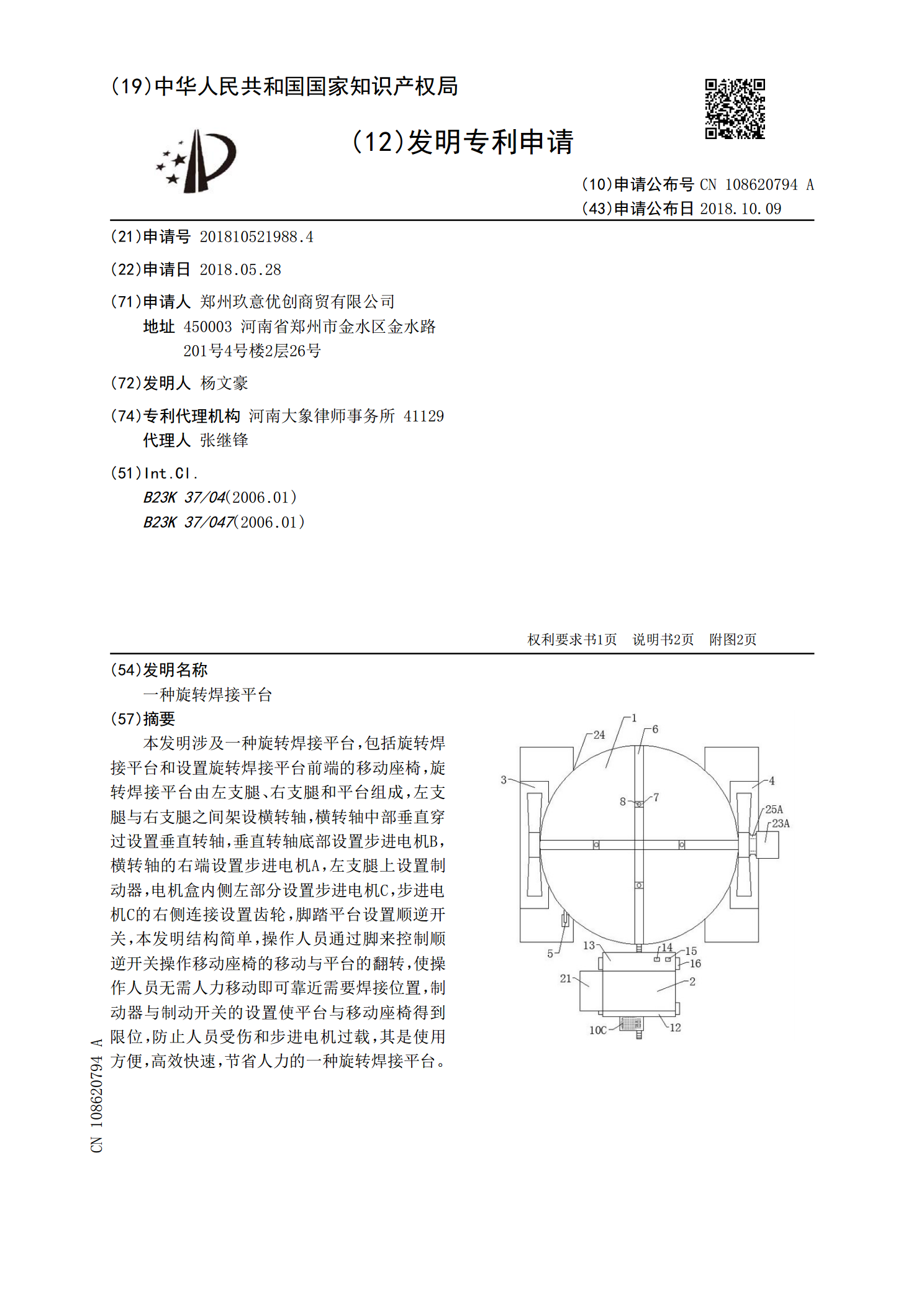
一种旋转焊接平台.pdf
本发明涉及一种旋转焊接平台,包括旋转焊接平台和设置旋转焊接平台前端的移动座椅,旋转焊接平台由左支腿、右支腿和平台组成,左支腿与右支腿之间架设横转轴,横转轴中部垂直穿过设置垂直转轴,垂直转轴底部设置步进电机B,横转轴的右端设置步进电机A,左支腿上设置制动器,电机盒内侧左部分设置步进电机C,步进电机C的右侧连接设置齿轮,脚踏平台设置顺逆开关,本发明结构简单,操作人员通过脚来控制顺逆开关操作移动座椅的移动与平台的翻转,使操作人员无需人力移动即可靠近需要焊接位置,制动器与制动开关的设置使平台与移动座椅得到限位,防
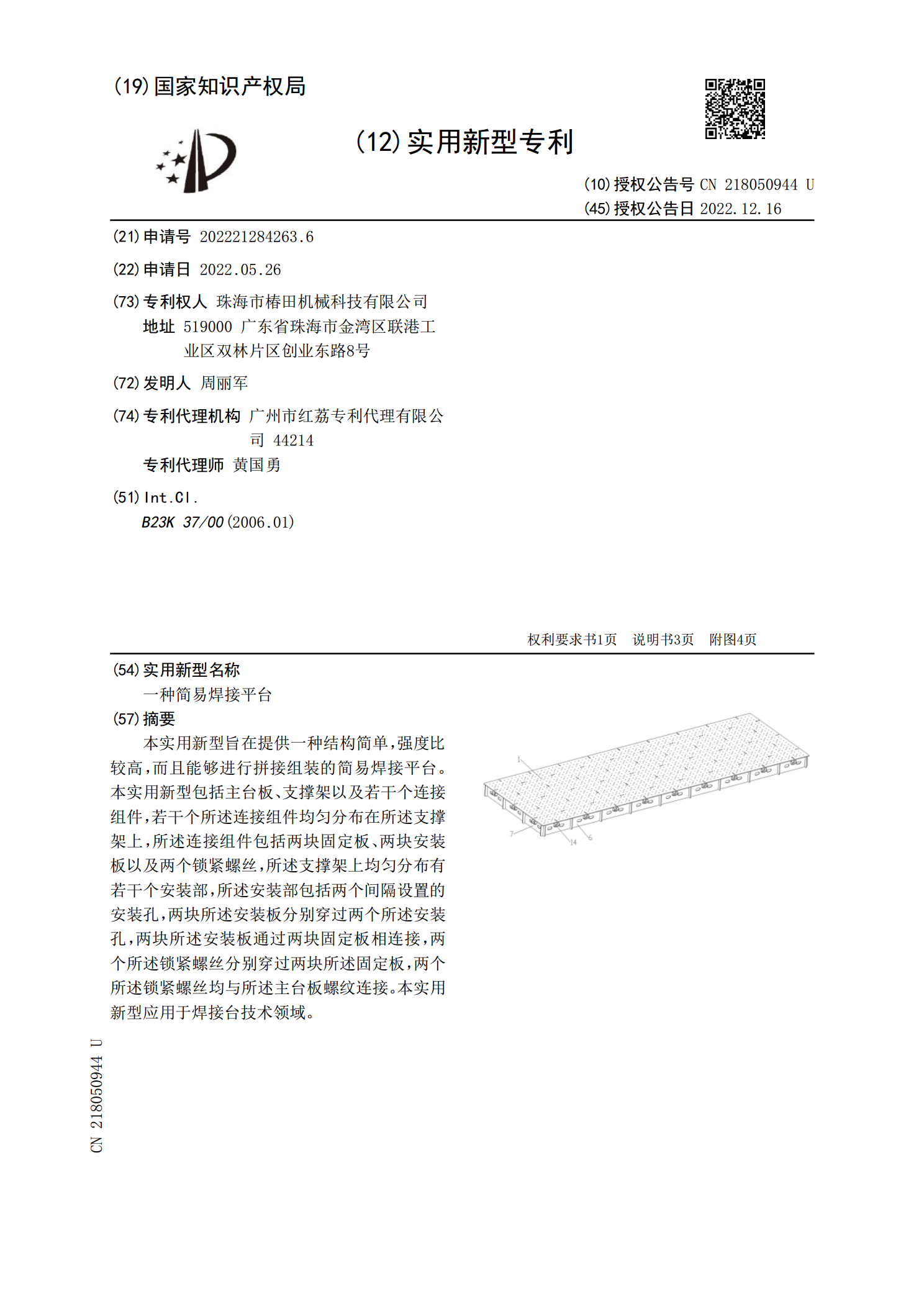
一种简易焊接平台.pdf
本实用新型旨在提供一种结构简单,强度比较高,而且能够进行拼接组装的简易焊接平台。本实用新型包括主台板、支撑架以及若干个连接组件,若干个所述连接组件均匀分布在所述支撑架上,所述连接组件包括两块固定板、两块安装板以及两个锁紧螺丝,所述支撑架上均匀分布有若干个安装部,所述安装部包括两个间隔设置的安装孔,两块所述安装板分别穿过两个所述安装孔,两块所述安装板通过两块固定板相连接,两个所述锁紧螺丝分别穿过两块所述固定板,两个所述锁紧螺丝均与所述主台板螺纹连接。本实用新型应用于焊接台技术领域。
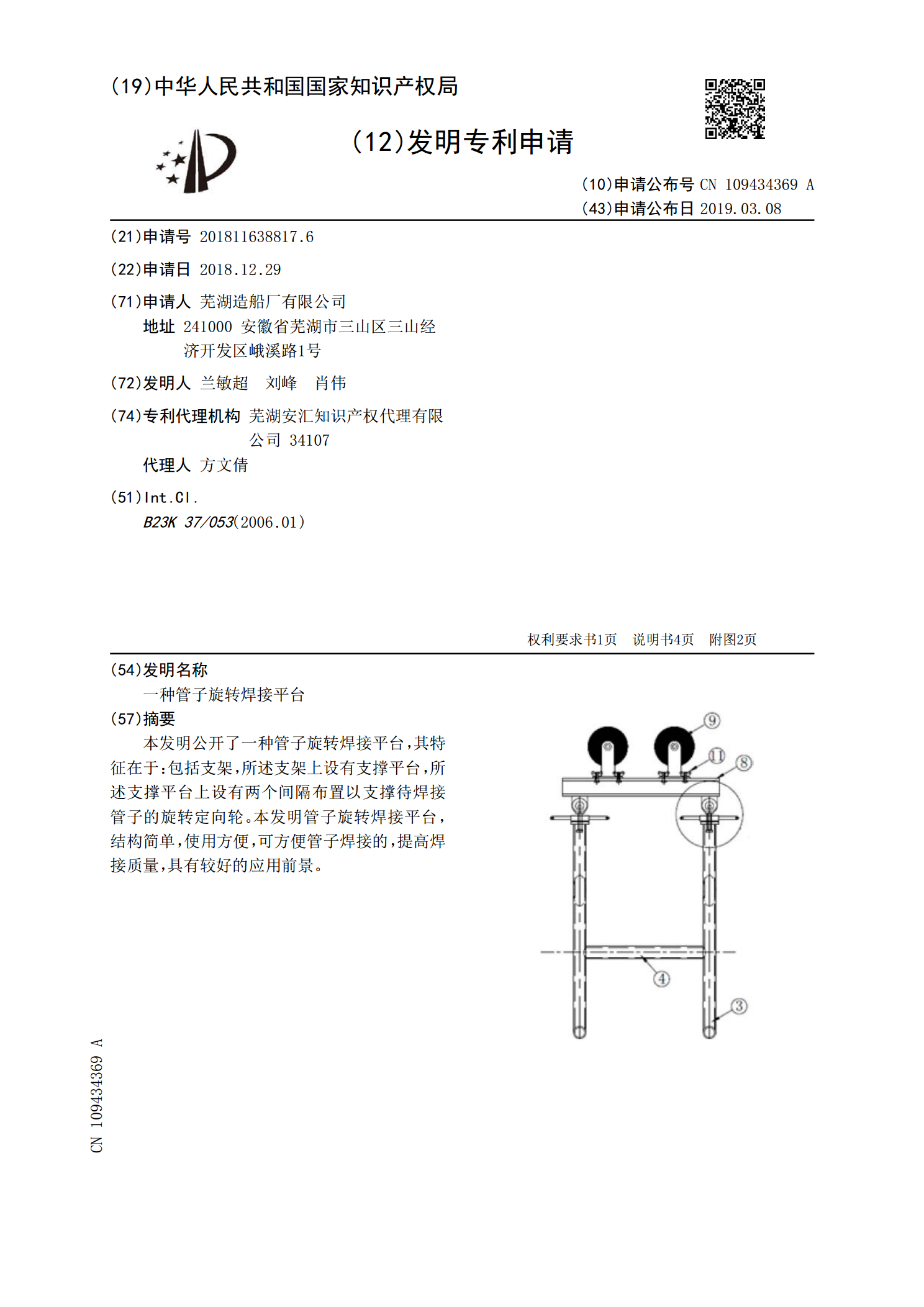
一种管子旋转焊接平台.pdf
本发明公开了一种管子旋转焊接平台,其特征在于:包括支架,所述支架上设有支撑平台,所述支撑平台上设有两个间隔布置以支撑待焊接管子的旋转定向轮。本发明管子旋转焊接平台,结构简单,使用方便,可方便管子焊接的,提高焊接质量,具有较好的应用前景。