
整体叶盘多通道电解加工工具运动轨迹及加工参数分析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

整体叶盘多通道电解加工工具运动轨迹及加工参数分析.docx
整体叶盘多通道电解加工工具运动轨迹及加工参数分析随着现代制造技术的发展,多通道数控机床逐渐被广泛应用于各种复杂工件的加工中。其中,整体叶盘是一种比较典型的多通道电解加工工艺中经常应用的工件类型。与传统的单道电解加工不同,多通道电解加工可以同时进行多个电极的切削,从而加快整体叶盘的加工效率和提高加工精度。本文将从整体叶盘多通道电解加工工具运动轨迹及加工参数两个方面进行分析和探讨。一、整体叶盘多通道电解加工工具运动轨迹分析整体叶盘的加工过程,需要多个电极同时对工件进行加工,因此涉及到多道电解加工工具的轨迹运动

整体叶盘扭曲通道电解加工电极运动轨迹切向恒速分析.docx
整体叶盘扭曲通道电解加工电极运动轨迹切向恒速分析一、引言通道电解加工(ElectrochemicalMachining,ECM)技术是基于电化学切削原理的非热加工技术,可用于加工高难度的复杂形状零件。其主要优点包括能够加工高硬度的材料、实现高精度加工、无切削力和表面质量良好等。目前,ECM技术已经广泛应用于航空、航天、汽车、电子、模具等领域,其加工对象也从单一金属材料扩展到了复合材料、增强材料等多种材料。然而,叶盘等复杂形状零件的ECM加工难度更大,需要考虑很多因素,如叶盘整体形态、电极运动轨迹等。本文将

一种整体叶盘电解初成型加工轨迹参数的设计优化方法.pdf
本发明公开的一种整体叶盘电解初成型加工轨迹参数设计方法,属于电解加工技术领域。当电解初成型加工具有多个特征截面的整体叶盘时,通过UG软件对加工轨迹参数进行优化,能够快速地完成整体叶盘电解初成型加工轨迹参数的设计,得到的轨迹参数能够使得实际截面轮廓曲线比较均匀地将所有设计截面特征曲线包络,并且使分布在各个不同位置的加工余量较均匀,突破了整体叶盘加工轨迹参数的设计难题,便于后续加工,提高了加工效率,保证了加工产品的质量。
整体叶盘电解开槽用电极和整体叶盘电解开槽加工方法.pdf
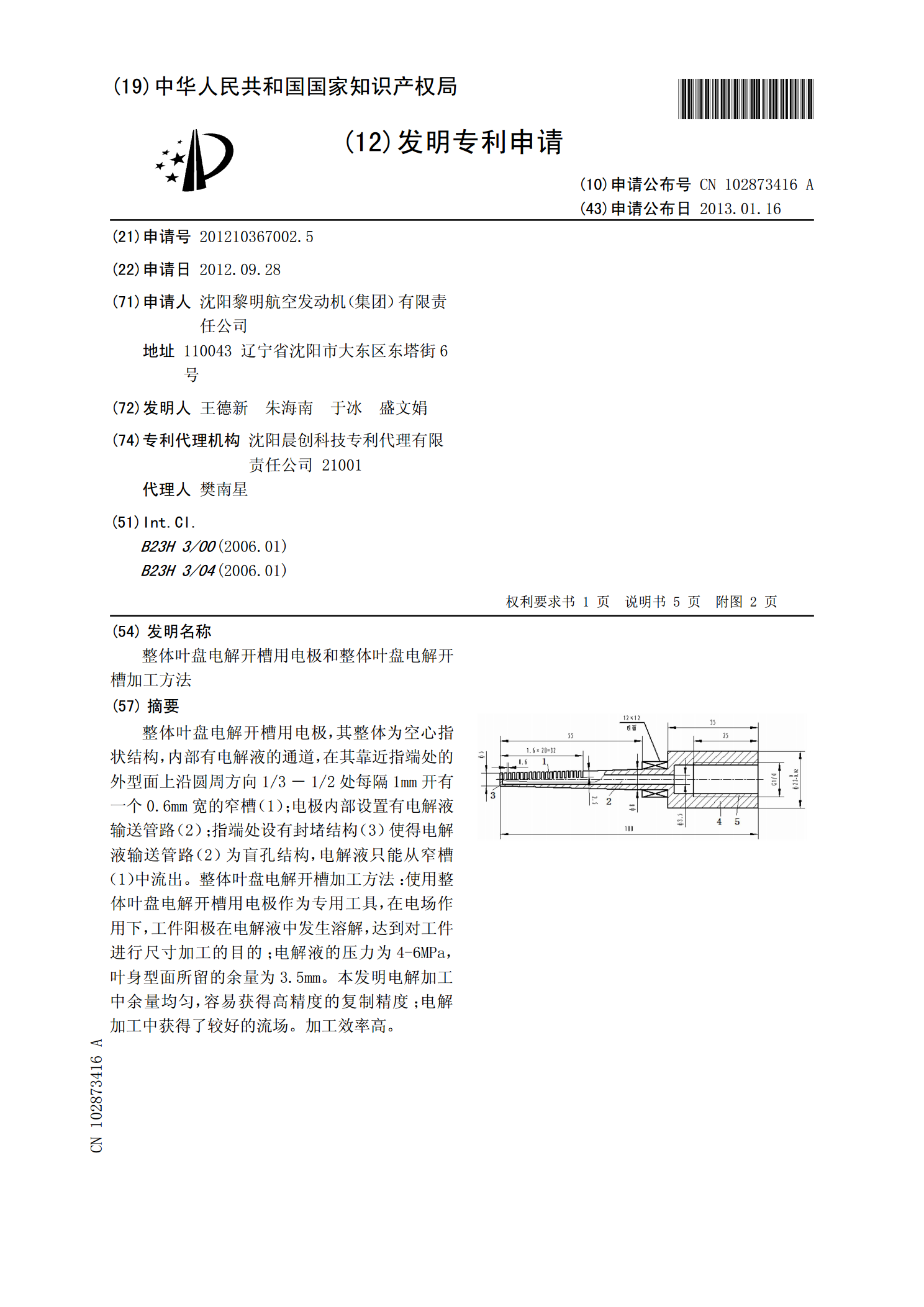
整体叶盘电解开槽用电极,其整体为空心指状结构,内部有电解液的通道,在其靠近指端处的外型面上沿圆周方向1/3-1/2处每隔1mm开有一个0.6mm宽的窄槽(1);电极内部设置有电解液输送管路(2);指端处设有封堵结构(3)使得电解液输送管路(2)为盲孔结构,电解液只能从窄槽(1)中流出。整体叶盘电解开槽加工方法:使用整体叶盘电解开槽用电极作为专用工具,在电场作用下,工件阳极在电解液中发生溶解,达到对工件进行尺寸加工的目的;电解液的压力为4-6MPa,叶身型面所留的余量为3.5mm。本发明电解加工中余量均匀,

基于加工特征的整体叶盘数控编程与加工参数优化.docx
基于加工特征的整体叶盘数控编程与加工参数优化基于加工特征的整体叶盘数控编程与加工参数优化摘要:随着信息技术和数控技术的发展,整体叶盘的加工越来越重要。在叶盘加工过程中,数控编程和加工参数对最终产品的质量和效率起着关键的作用。本文基于加工特征,探讨了整体叶盘数控编程和加工参数优化的方法和技术,并通过实验验证了所提出的方法的可行性和有效性。1.引言整体叶盘是一种常见的机械零件,广泛应用于汽车发动机、风力发电等领域。其制造过程中涉及到多道复杂的加工工序,对数控编程和加工参数的要求较高。因此,合理的数控编程和加工