
柴油机活塞裙加工变形控制技术研究.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

柴油机活塞裙加工变形控制技术研究.docx
柴油机活塞裙加工变形控制技术研究柴油机活塞裙加工变形控制技术研究摘要随着柴油机技术的不断发展,对于活塞裙加工过程中变形控制技术的研究和应用逐渐受到关注。本论文通过对柴油机活塞裙加工过程中可能产生的变形原因进行分析,总结了常见的变形控制技术,并对其进行了评价和对比。通过对不同方法的实验和分析,论文提出了一种综合利用多种变形控制技术的方法,以提高柴油机活塞裙加工的精度和质量。最后,论文给出了进一步研究的方向和意义。关键词:柴油机,活塞裙,加工变形,控制技术1引言柴油机作为内燃机的一种,广泛应用于船舶、汽车和工

某柴油机活塞裙部变形分析.docx
某柴油机活塞裙部变形分析柴油机活塞是发动机中的重要部件,其所处的环境非常严酷,需要承受高温、高压等情况,因此其材料和结构具有很高的要求。而活塞裙作为活塞的一个重要部位,一旦出现变形,很容易就会导致活塞失效,进而引发发动机障碍,甚至是安全事故。因此,对柴油机活塞裙部的变形进行分析和研究,对于提升柴油机的性能和可靠性具有重要的意义。一、活塞裙部变形的原因1.温度变化在高温环境下,活塞裙部由于受热膨胀,会出现变形。同时,由于柴油机工作时燃烧室内温度较高,活塞裙部也会被蒸汽压强迫变形,因此在柴油机运行时,活塞的温
活塞裙加工工艺.pdf
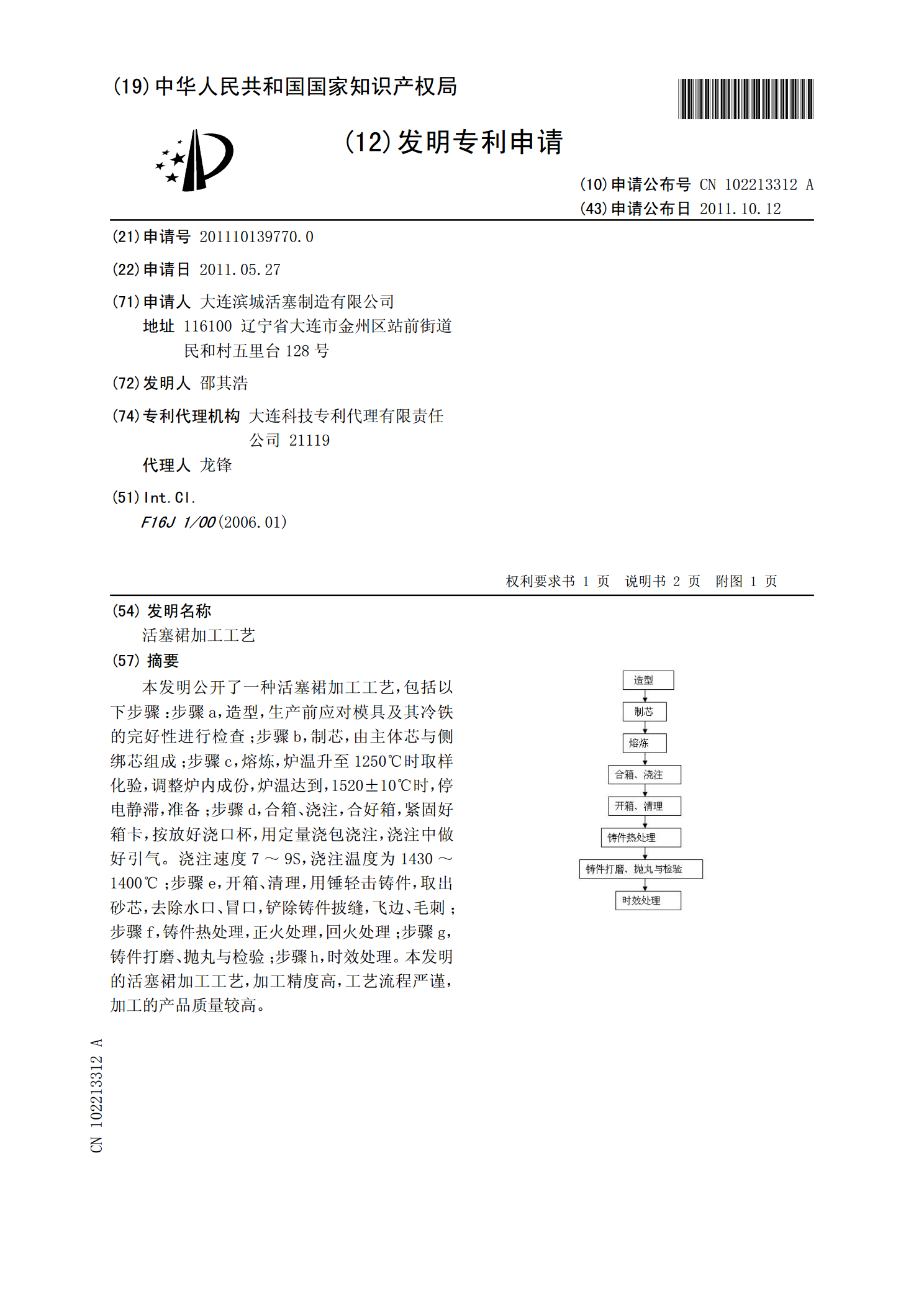
本发明公开了一种活塞裙加工工艺,包括以下步骤:步骤a,造型,生产前应对模具及其冷铁的完好性进行检查;步骤b,制芯,由主体芯与侧绑芯组成;步骤c,熔炼,炉温升至1250℃时取样化验,调整炉内成份,炉温达到,1520±10℃时,停电静滞,准备;步骤d,合箱、浇注,合好箱,紧固好箱卡,按放好浇口杯,用定量浇包浇注,浇注中做好引气。浇注速度7~9S,浇注温度为1430~1400℃;步骤e,开箱、清理,用锤轻击铸件,取出砂芯,去除水口、冒口,铲除铸件披缝,飞边、毛刺;步骤f,铸件热处理,正火处理,回火处理;步骤g,

某柴油机活塞裙开裂失效分析.docx
某柴油机活塞裙开裂失效分析柴油机是重要的动力设备,在运行过程中,经常会出现各种故障,影响其正常运行。其中,活塞裙开裂失效是比较常见的问题之一。本文将从以下几个方面进行详细的分析,包括问题的背景、失效的原因、可能的解决方法及经验总结。一、问题的背景柴油机活塞经常承受着高温高压和机械压力等多种力的作用,长期使用后容易出现各种裂痕和失效,其中活塞裙开裂失效比较常见。这种失效不仅会影响柴油机的正常运行,还可能对安全性造成威胁,因此需要对其进行详细的分析和研究。二、失效的原因1.材料问题:活塞裙是柴油机活塞的重要部

活塞裙部加工机构的分析及应用.docx
活塞裙部加工机构的分析及应用标题:活塞裙部加工机构的分析及应用摘要:活塞裙部是活塞的重要组成部分,对活塞的性能和寿命具有至关重要的影响。活塞裙部加工机构的分析与应用是研究和改进活塞裙部加工技术的关键,本论文从机构的分析和应用两个方面进行探讨,旨在为活塞裙部加工提供全面的技术支持和指导。一、引言活塞是内燃机等热机设备的重要组成部分,而活塞裙部则是活塞的重要功能部位之一。活塞裙部的加工质量直接关系到活塞的性能和寿命,在发动机工作过程中承受着巨大的压力和摩擦。因此,对活塞裙部加工机构进行分析与应用研究具有重要的