
一种喷嘴瓶盖自动组装方法.pdf

飞飙****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种喷嘴瓶盖自动组装方法.pdf
本发明公开了一种喷嘴瓶盖自动组装方法,包括:第一步:凸轮抓取机构将瓶盖基壳自动送料机构送来的瓶盖基壳放入到定位治具,传感器检测到基壳存在后,工位凸轮分度器带动工位分度圆盘转到下个工位;第二步:气门芯取放定位机构将气门芯自动送料机构运送来的气门芯放入定位治具内的基壳中,工位凸轮分度器带动工位分度圆盘转到下个工位;第三步:凸轮吸取预定位机构将密封皮碗自动送料机构送来的皮碗自动放入定位治具中的气门芯上方,工位凸轮分度器带动工位分度圆盘转到下个工位。通过上述方式,本发明能够提高加工效率,节约劳动力,降低了加工成本

自动喷嘴瓶盖组装机.pdf
本发明公开了一种自动喷嘴瓶盖组装机,包括:工作台和固定在工作台上的工位凸轮分度器,工位凸轮分度器上设有工位分度盘,所述工位分度盘上固定有定位治具;对应所述工位分度盘依次设有瓶盖基壳自动送料机构、气门芯自动送料机构、密封皮碗自动送料机构、防尘盖自动送料机构、瓶盖连接头自动送料机构和排出工位;所述工作台上对应所述工位分度盘的位置上还设有检测机构。通过上述方式,本发明能够提高加工效率,节约劳动力,降低了加工成本。
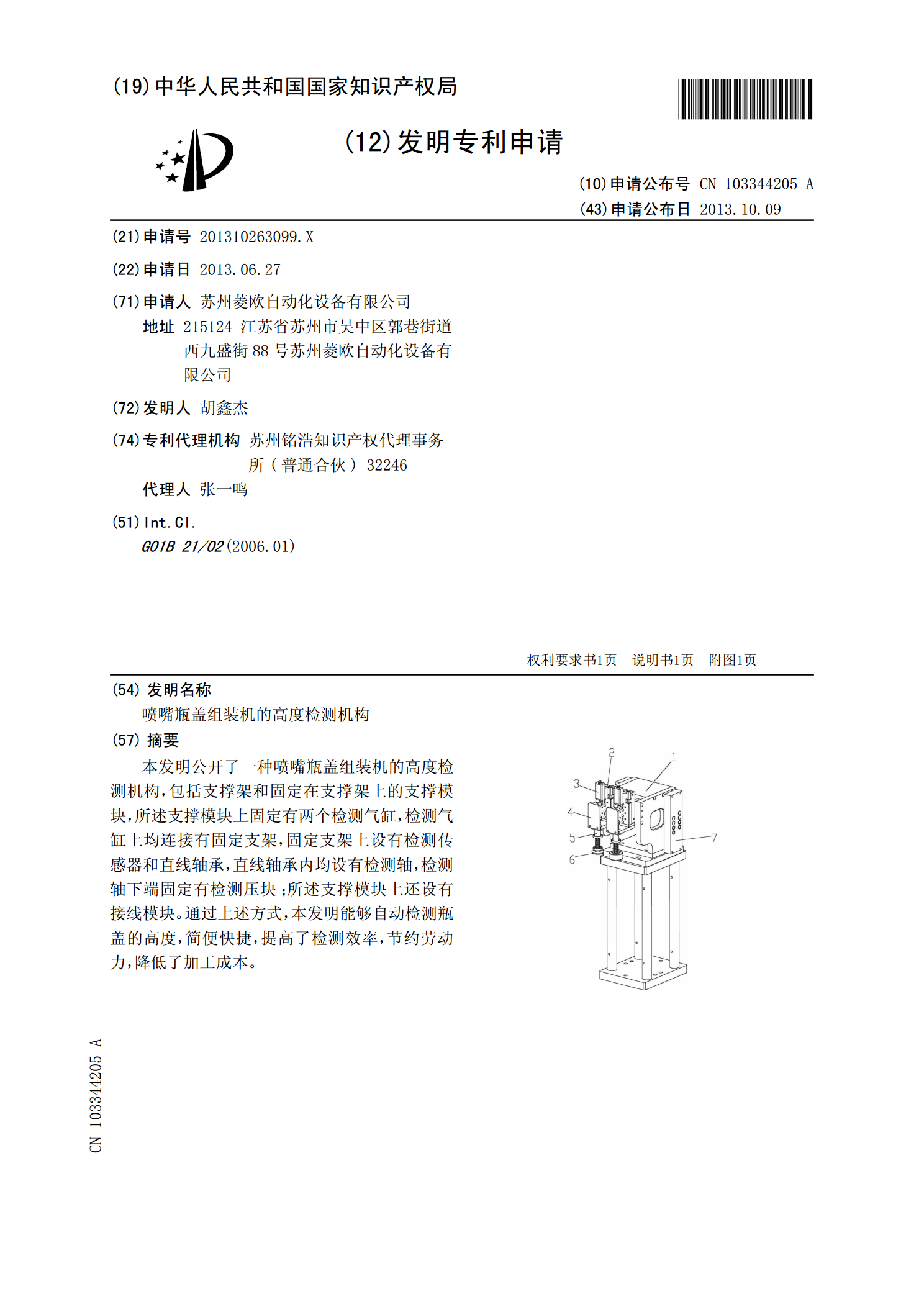
喷嘴瓶盖组装机的高度检测机构.pdf
本发明公开了一种喷嘴瓶盖组装机的高度检测机构,包括支撑架和固定在支撑架上的支撑模块,所述支撑模块上固定有两个检测气缸,检测气缸上均连接有固定支架,固定支架上设有检测传感器和直线轴承,直线轴承内均设有检测轴,检测轴下端固定有检测压块;所述支撑模块上还设有接线模块。通过上述方式,本发明能够自动检测瓶盖的高度,简便快捷,提高了检测效率,节约劳动力,降低了加工成本。
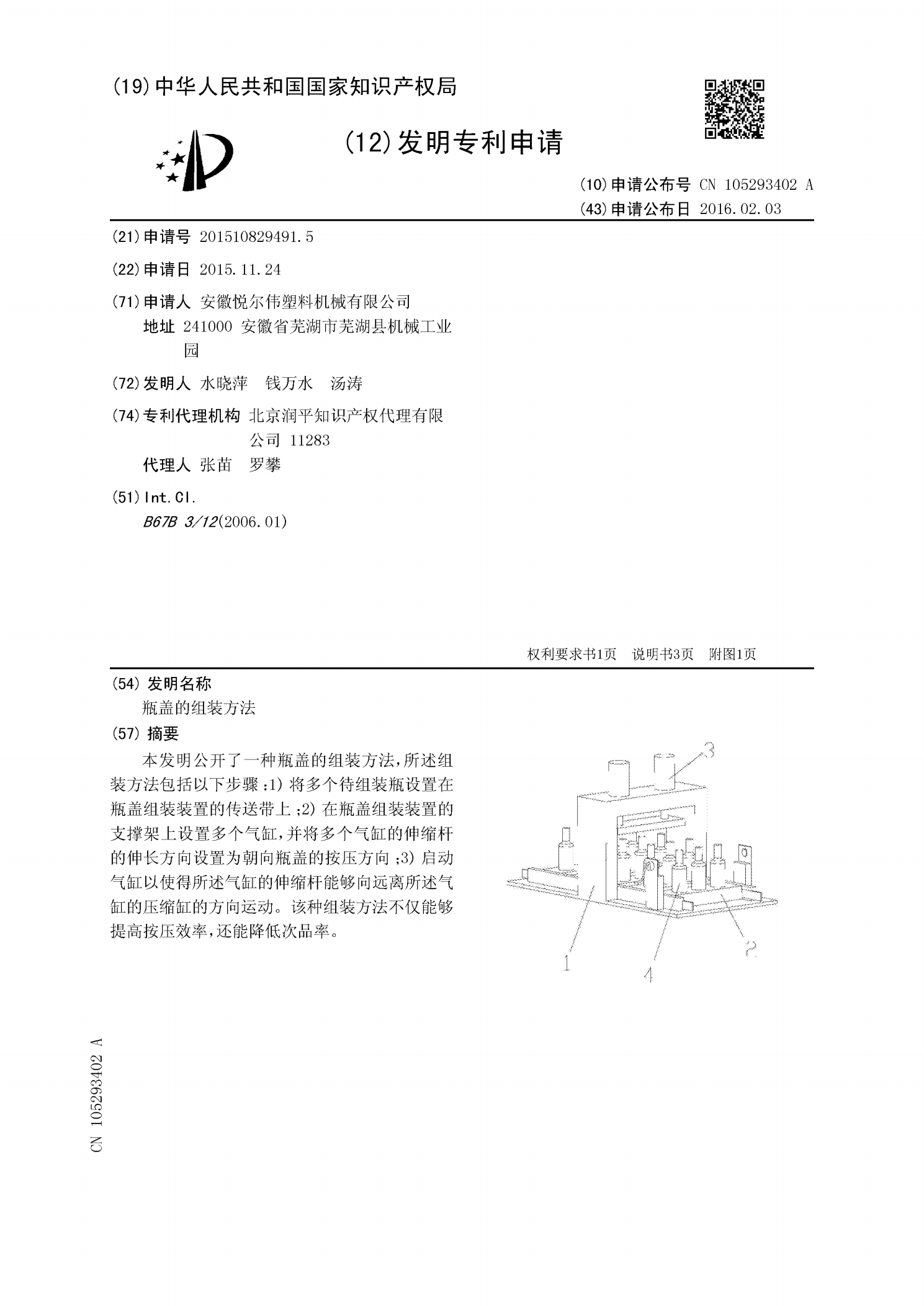
瓶盖的组装方法.pdf
本发明公开了一种瓶盖的组装方法,所述组装方法包括以下步骤:1)将多个待组装瓶设置在瓶盖组装装置的传送带上;2)在瓶盖组装装置的支撑架上设置多个气缸,并将多个气缸的伸缩杆的伸长方向设置为朝向瓶盖的按压方向;3)启动气缸以使得所述气缸的伸缩杆能够向远离所述气缸的压缩缸的方向运动。该种组装方法不仅能够提高按压效率,还能降低次品率。

涡轮喷嘴组装方法.pdf
本发明涉及涡轮喷嘴组装方法。提供了一种将冲击冷却组件安装在涡轮喷嘴的翼型的内平台中的方法。该方法可以包括如下步骤:将插入件定位于翼型的腔内、将核芯出口覆盖件定位在腔的开口的附近、将冲击气室定位于平台腔内、将未固定的套管插入穿过冲击气室的组装端口并插入至插入件的气流腔中以及闭合组装端口。