
蜗轮齿部的加工方法.pdf

新槐****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

蜗轮齿部的加工方法.pdf
本专利涉及一种蜗轮齿部的加工方法,包括:S1、蜗轮齿部圆弧加工;S2、计算滚刀搬角及滚刀中心至蜗轮中心的中心距;S3、蜗轮齿部粗滚齿加工;S4、蜗轮齿部半精滚齿加工;S5、蜗轮齿部精滚齿加工;S6、蜗轮齿部垳麽加工;其中,S3、S4、S5、S6均在滚齿机上完成,并采用同一基准面;S3、S4、S5中的蜗轮齿部滚齿加工使用的蜗轮滚刀为大直径蜗轮滚刀。优点是:本发明方法加工出的蜗轮精度高、传动平稳、配接触面容易且轮齿耐磨性好、抗弯强度高。

链轮轮齿加工方法.pdf
本发明链轮轮齿加工方法涉及机械加工领域,具体涉及链轮轮齿加工方法,包括以下步骤:分齿,首先以内孔定位,用外圆找正的方法,将工件固定到回转工作台上,使工件中心和回转工作台中心重合,根据齿数的多少,利用角度进行分齿,利用立铣刀外径对刀,使立铣刀外圆紧贴齿顶圆,然后径向进刀,其进刀深度为齿顶圆半径减去节圆半径再减去一修正量依次类推,进行剩余各齿的加工;本发明能提高铸铁机整机使用性能,加工过程简单,降低生产成本,提高生产效率。

输纸轮齿的加工方法.docx
输纸轮齿的加工方法标题:输纸轮齿的加工方法摘要:输纸轮齿是现代印刷设备中重要的部件之一,其加工质量直接影响到印刷品的质量和生产效率。本论文立足于输纸轮齿的加工方法,通过对传统方法和现代方法的分析比较,结合实际应用案例,总结出适用于输纸轮齿加工的最佳方法。在传统方法方面,包括模压法、磨削法和冲压法;在现代方法方面,包括电火花加工法、数控加工法和激光加工法。通过对这些方法的研究和比较,可以为输纸轮齿的加工提供有效的参考和指导。关键词:输纸轮齿;加工方法;传统方法;现代方法;模压法;磨削法;冲压法;电火花加工法
齿轮齿形加工方法.pptx
齿轮齿形的加工4.5.2常用的齿轮加工方法Y3150E型滚齿机1—床身2—立柱3—刀架溜板4—刀杆5—刀架体6—支架7—心轴8—后立柱9—工作台10—床鞍范成法磨齿
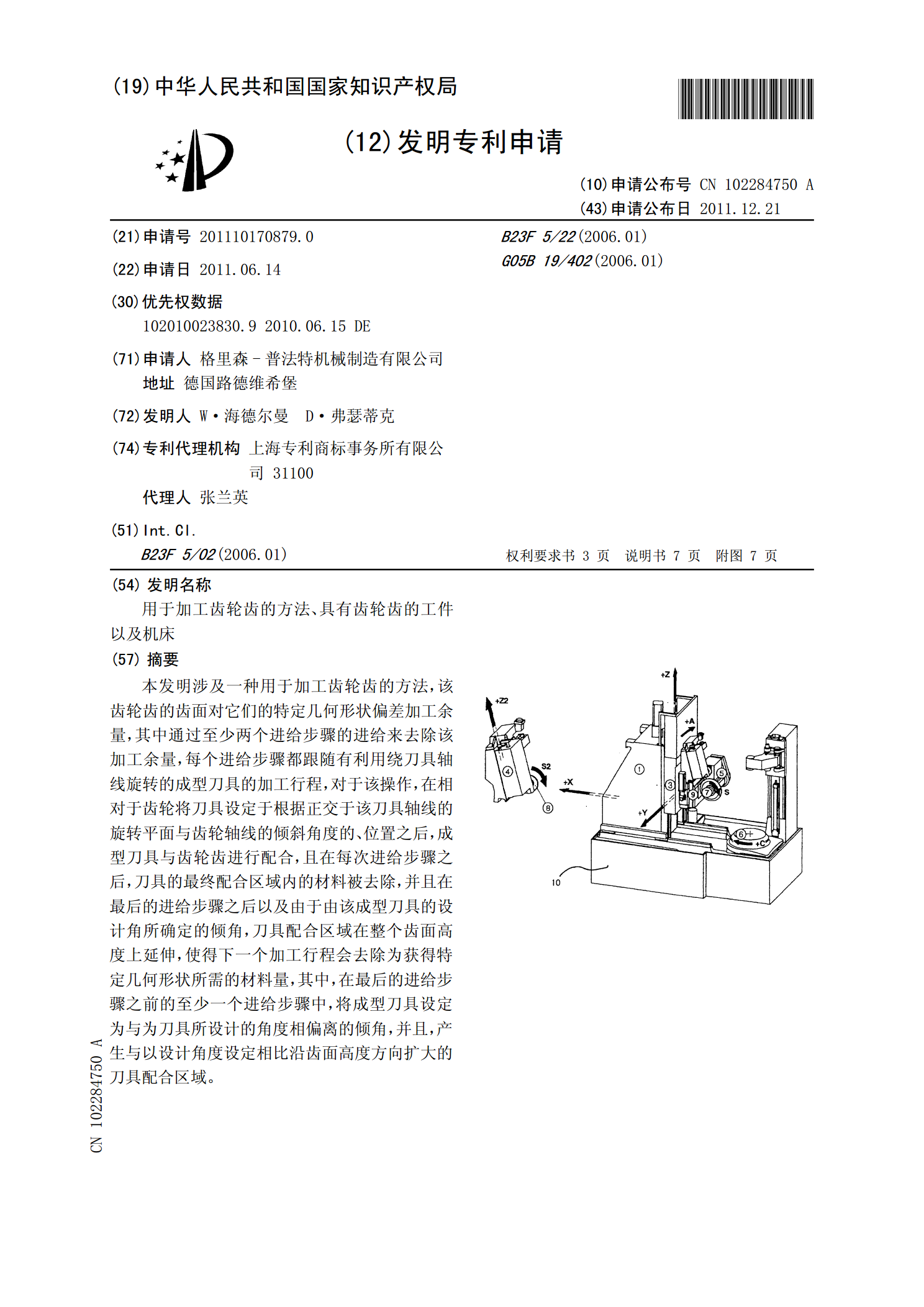
用于加工齿轮齿的方法、具有齿轮齿的工件以及机床.pdf
本发明涉及一种用于加工齿轮齿的方法,该齿轮齿的齿面对它们的特定几何形状偏差加工余量,其中通过至少两个进给步骤的进给来去除该加工余量,每个进给步骤都跟随有利用绕刀具轴线旋转的成型刀具的加工行程,对于该操作,在相对于齿轮将刀具设定于根据正交于该刀具轴线的旋转平面与齿轮轴线的倾斜角度的、位置之后,成型刀具与齿轮齿进行配合,且在每次进给步骤之后,刀具的最终配合区域内的材料被去除,并且在最后的进给步骤之后以及由于由该成型刀具的设计角所确定的倾角,刀具配合区域在整个齿面高度上延伸,使得下一个加工行程会去除为获得特定几