
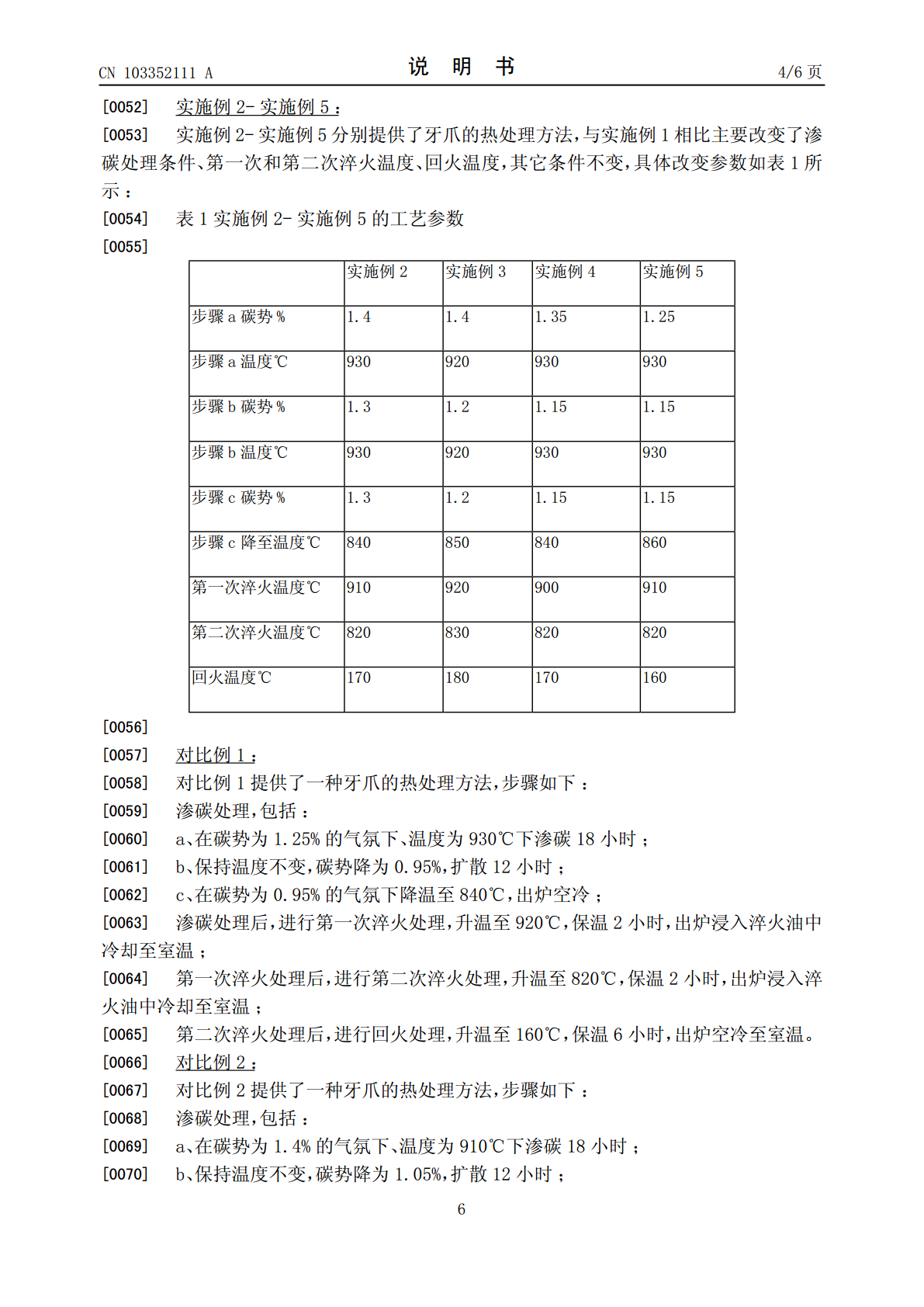
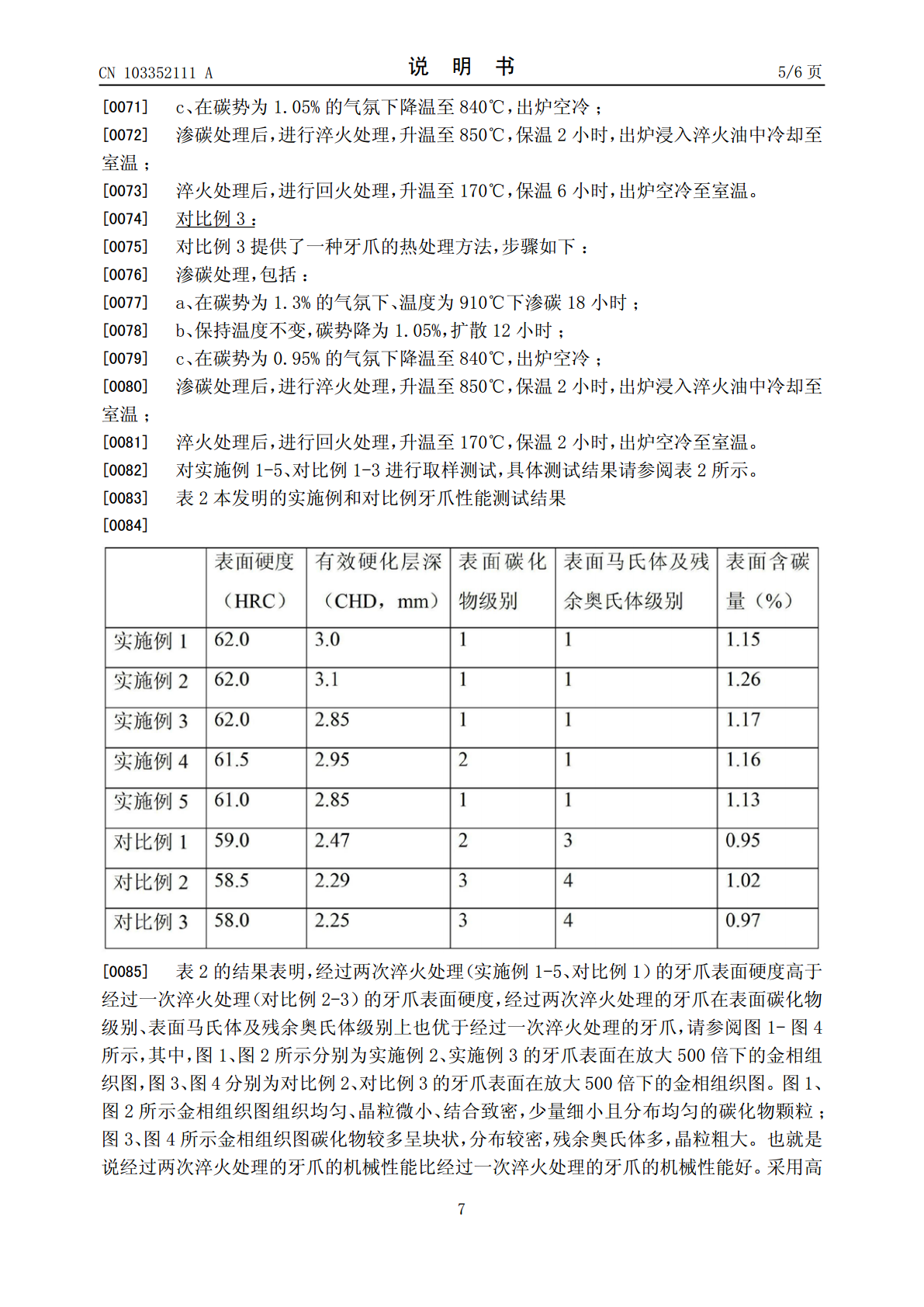
三牙轮钻头牙爪的热处理方法.pdf

猫巷****傲柏

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

三牙轮钻头牙爪的热处理方法.pdf
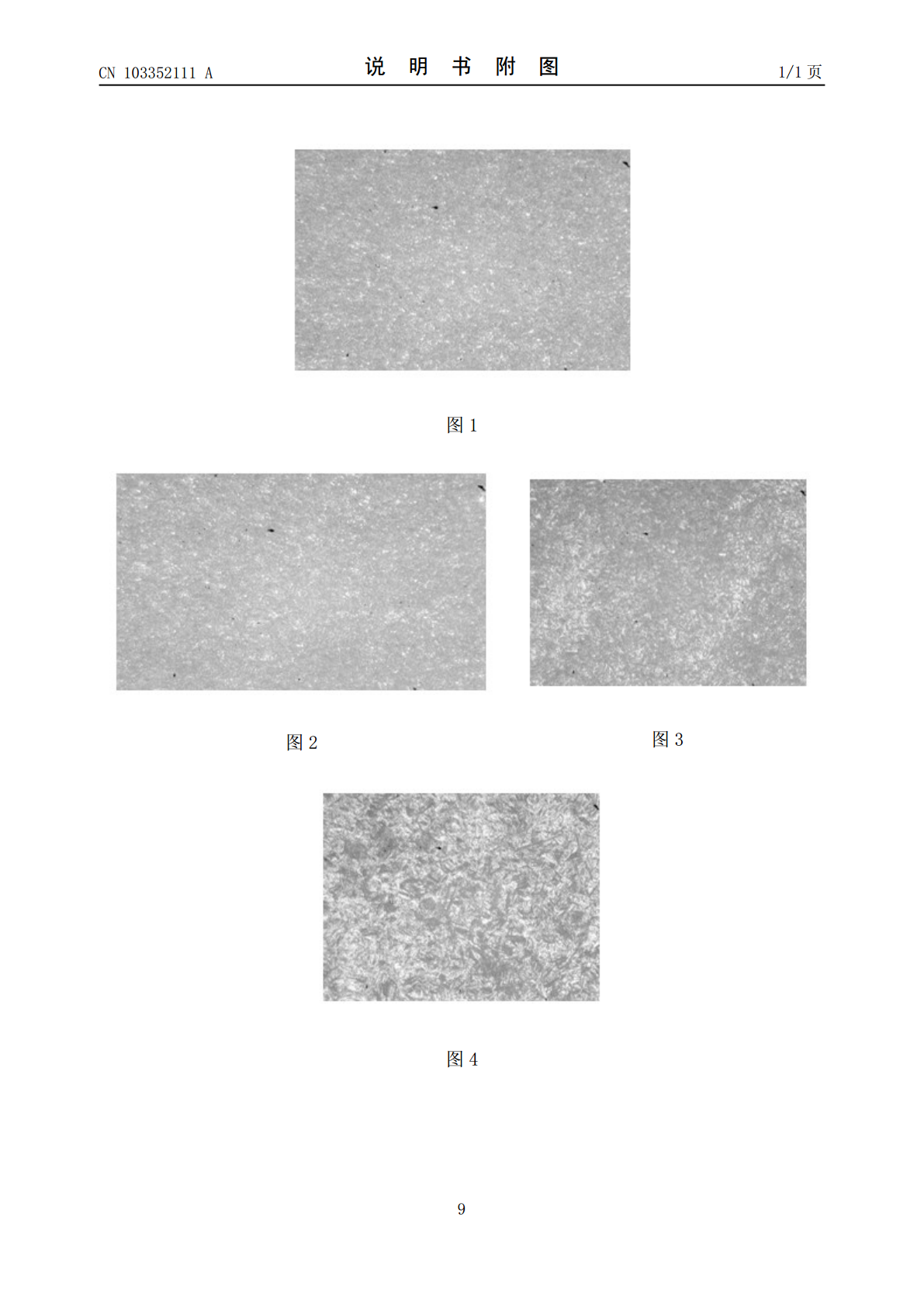
本发明涉及一种三牙轮钻头牙爪的热处理方法,包括渗碳、第一次淬火、第二次淬火和回火处理。本发明的热处理方法与现有技术相比采用了两次淬火工艺,第一次淬火提高了牙爪心部韧性,第二次淬火改善牙爪表层的金相组织结构和机械性能;本发明的热处理方法与现有技术中碳势为0.95-1.05%的低浓度渗碳相比,提高了渗碳浓度至1.15-1.4%,增加了牙爪的渗碳深度。

牙掌及其牙轮钻头.pdf
本发明涉及钻井工具技术领域,尤其涉及一种牙掌及其牙轮钻头,其特征在于:包括牙掌掌背,所述牙掌掌背由大掌背以及设置在所述大掌背另一侧的小掌背构成。由于设置两个掌背,因此两个掌背的面积比任何牙掌覆盖面积都大,同时,大的斜掌背又增加了泥浆回流环空区的面积。
三牙轮钻头的牙掌钻铣加工夹具.pdf
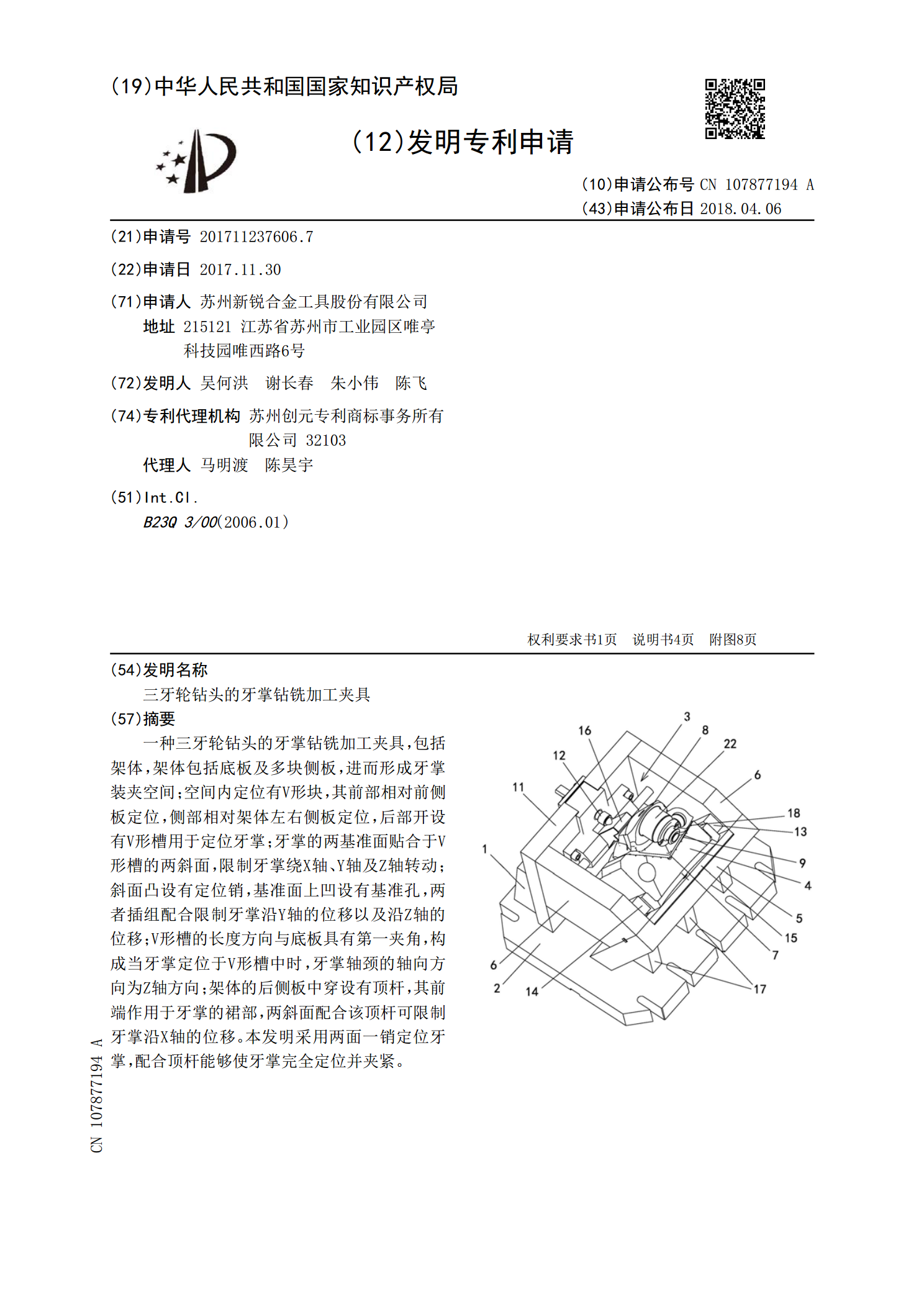
一种三牙轮钻头的牙掌钻铣加工夹具,包括架体,架体包括底板及多块侧板,进而形成牙掌装夹空间;空间内定位有V形块,其前部相对前侧板定位,侧部相对架体左右侧板定位,后部开设有V形槽用于定位牙掌;牙掌的两基准面贴合于V形槽的两斜面,限制牙掌绕X轴、Y轴及Z轴转动;斜面凸设有定位销,基准面上凹设有基准孔,两者插组配合限制牙掌沿Y轴的位移以及沿Z轴的位移;V形槽的长度方向与底板具有第一夹角,构成当牙掌定位于V形槽中时,牙掌轴颈的轴向方向为Z轴方向;架体的后侧板中穿设有顶杆,其前端作用于牙掌的裙部,两斜面配合该顶杆可限
三牙轮钻头及其制备方法.pdf
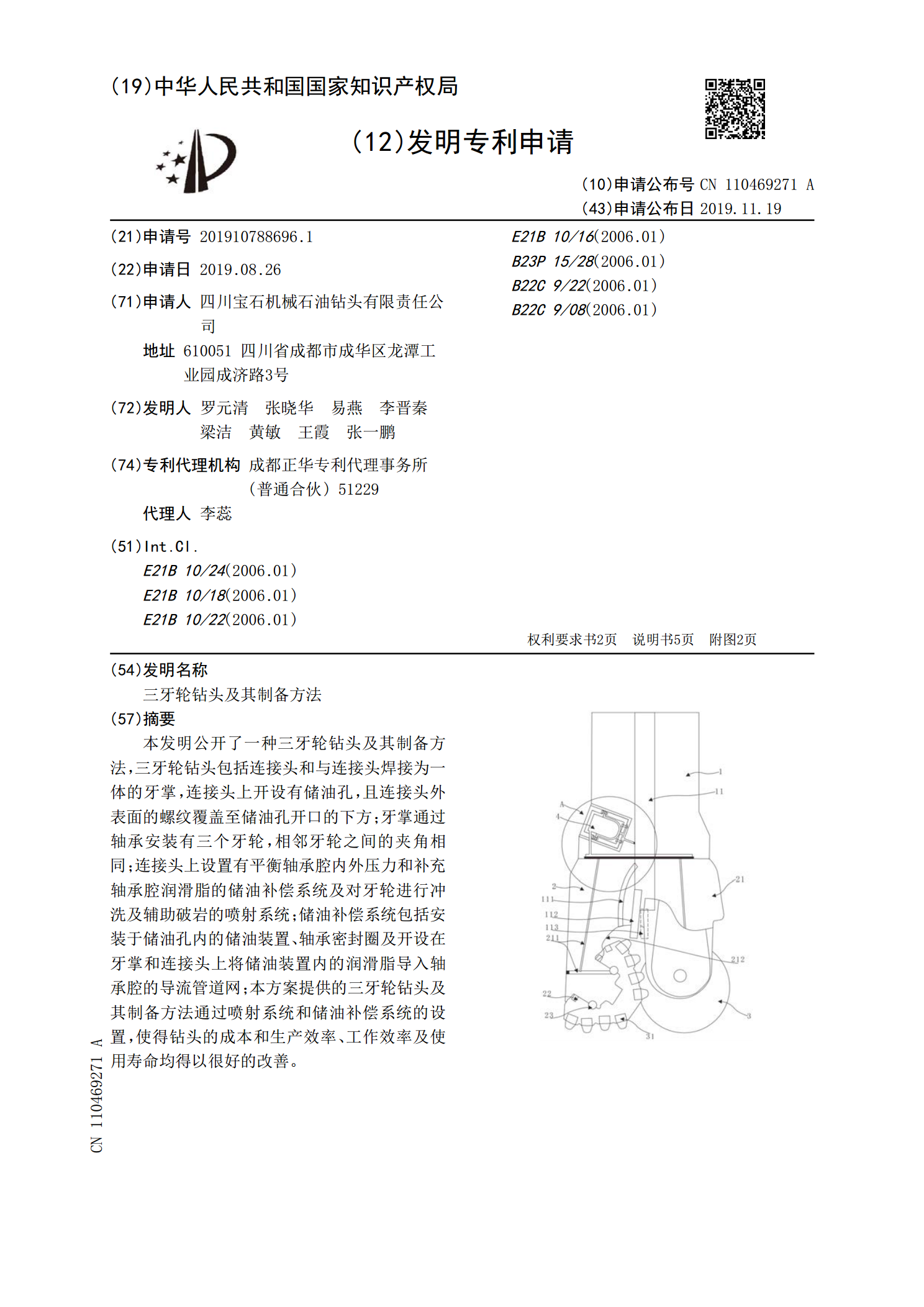
本发明公开了一种三牙轮钻头及其制备方法,三牙轮钻头包括连接头和与连接头焊接为一体的牙掌,连接头上开设有储油孔,且连接头外表面的螺纹覆盖至储油孔开口的下方;牙掌通过轴承安装有三个牙轮,相邻牙轮之间的夹角相同;连接头上设置有平衡轴承腔内外压力和补充轴承腔润滑脂的储油补偿系统及对牙轮进行冲洗及辅助破岩的喷射系统;储油补偿系统包括安装于储油孔内的储油装置、轴承密封圈及开设在牙掌和连接头上将储油装置内的润滑脂导入轴承腔的导流管道网;本方案提供的三牙轮钻头及其制备方法通过喷射系统和储油补偿系统的设置,使得钻头的成本和

三牙轮钻头牙掌基准面、孔加工夹具.pdf
本发明涉及三牙轮钻头牙掌基准面、孔加工夹具,喷气孔定位座与掌尖支撑定位部件呈前后相对布置,喷气孔定位座的右侧设置夹紧臂,喷气孔定位座的左侧设置支撑螺钉,支撑螺钉的左侧设置压紧块,牙掌定位于支撑螺钉、喷气孔定位座及掌尖支撑定位部件上,喷气孔定位座上形成用以限制牙掌绕X方向转动自由度的掌尖支撑定位点,掌尖支撑定位点位于牙掌非切边部位;形成用以限制牙掌X向移动自由度的定位点,定位点位于牙掌非切边部位;夹紧臂用以接触拉紧牙掌轴头根部,支撑螺钉用以支撑牙掌的前端部,压紧块的压头用以抵压在牙掌前端部丝扣端面的浆孔内。