
三牙轮钻头及其制备方法.pdf

明轩****la


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
三牙轮钻头及其制备方法.pdf
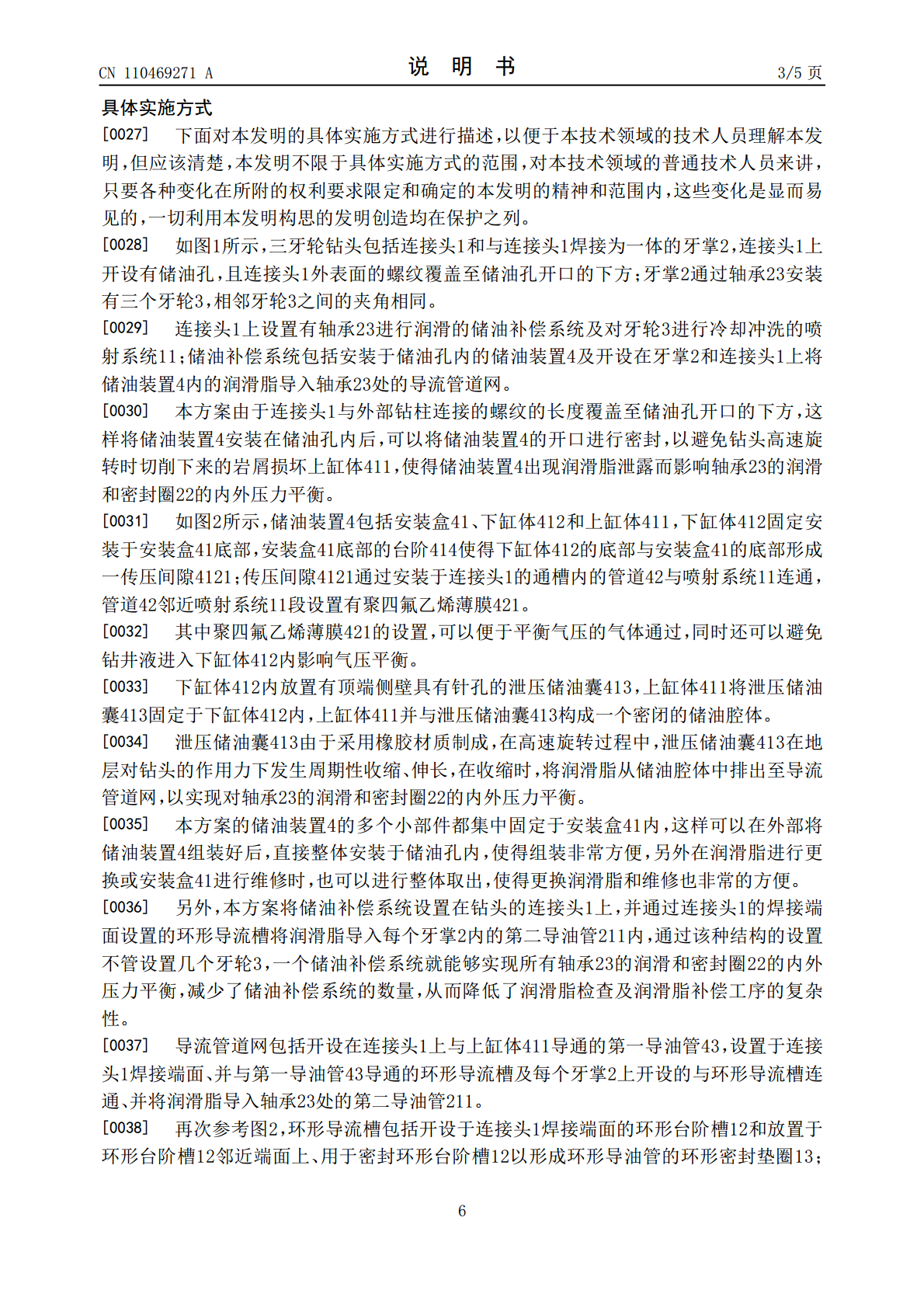
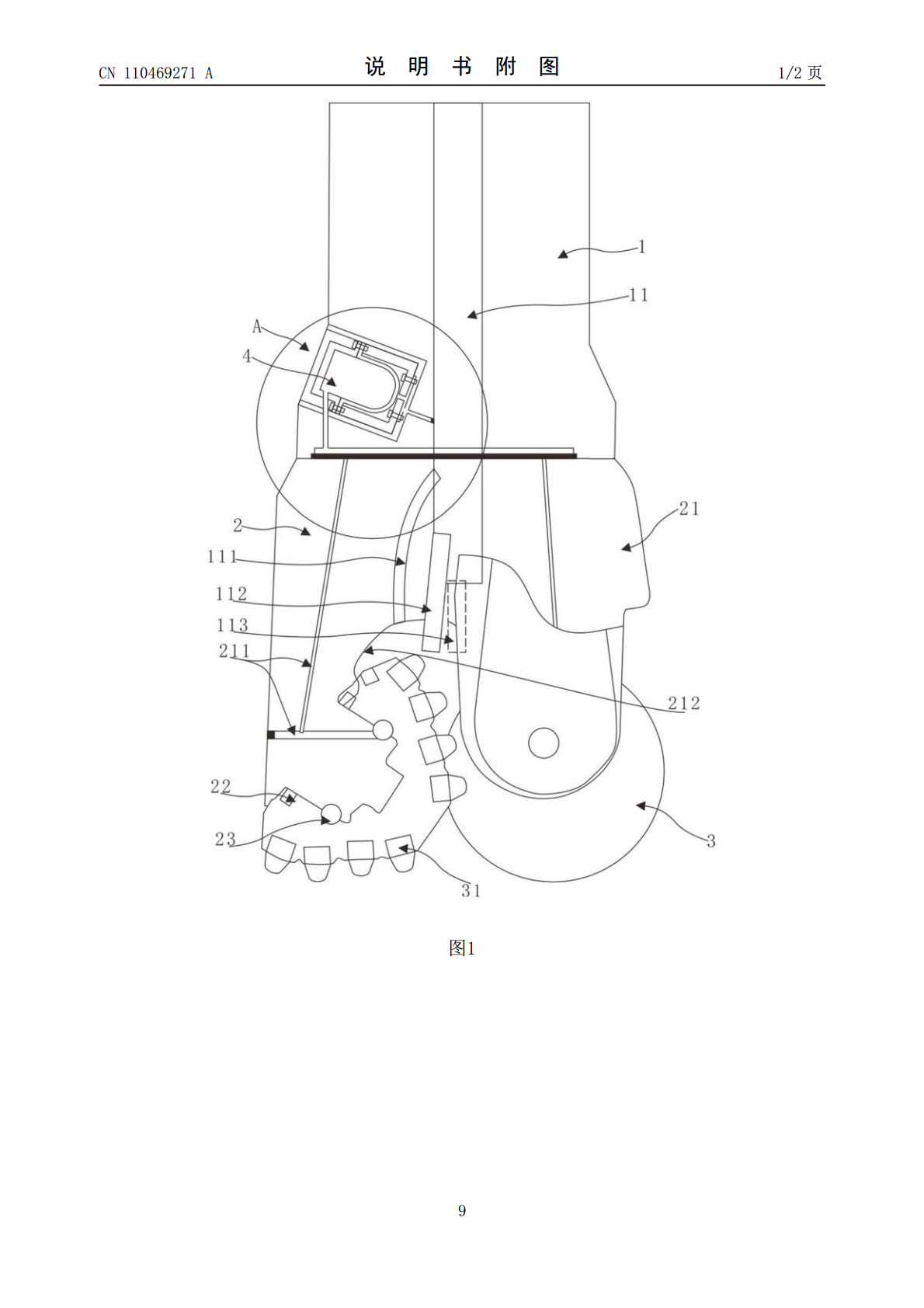
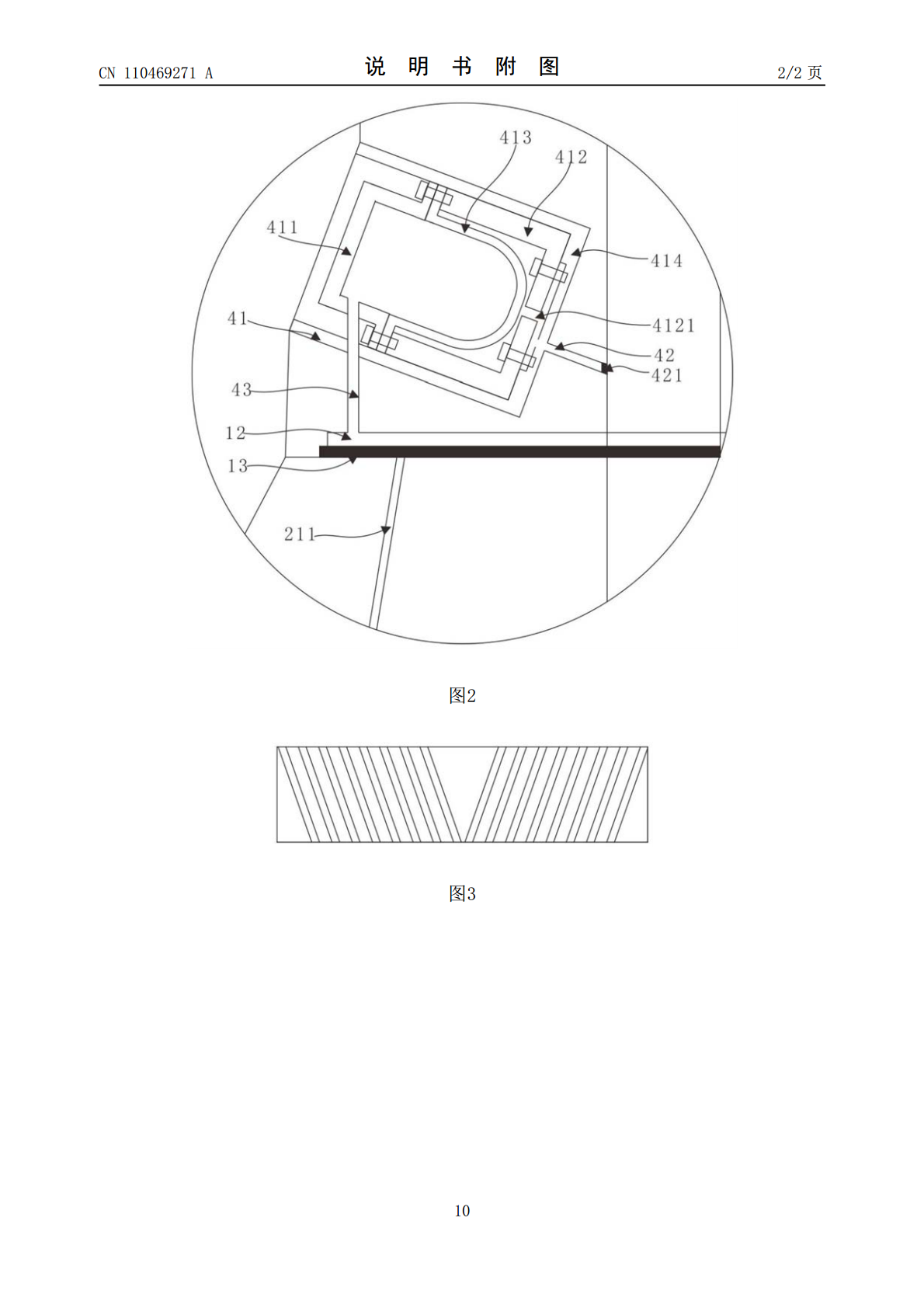
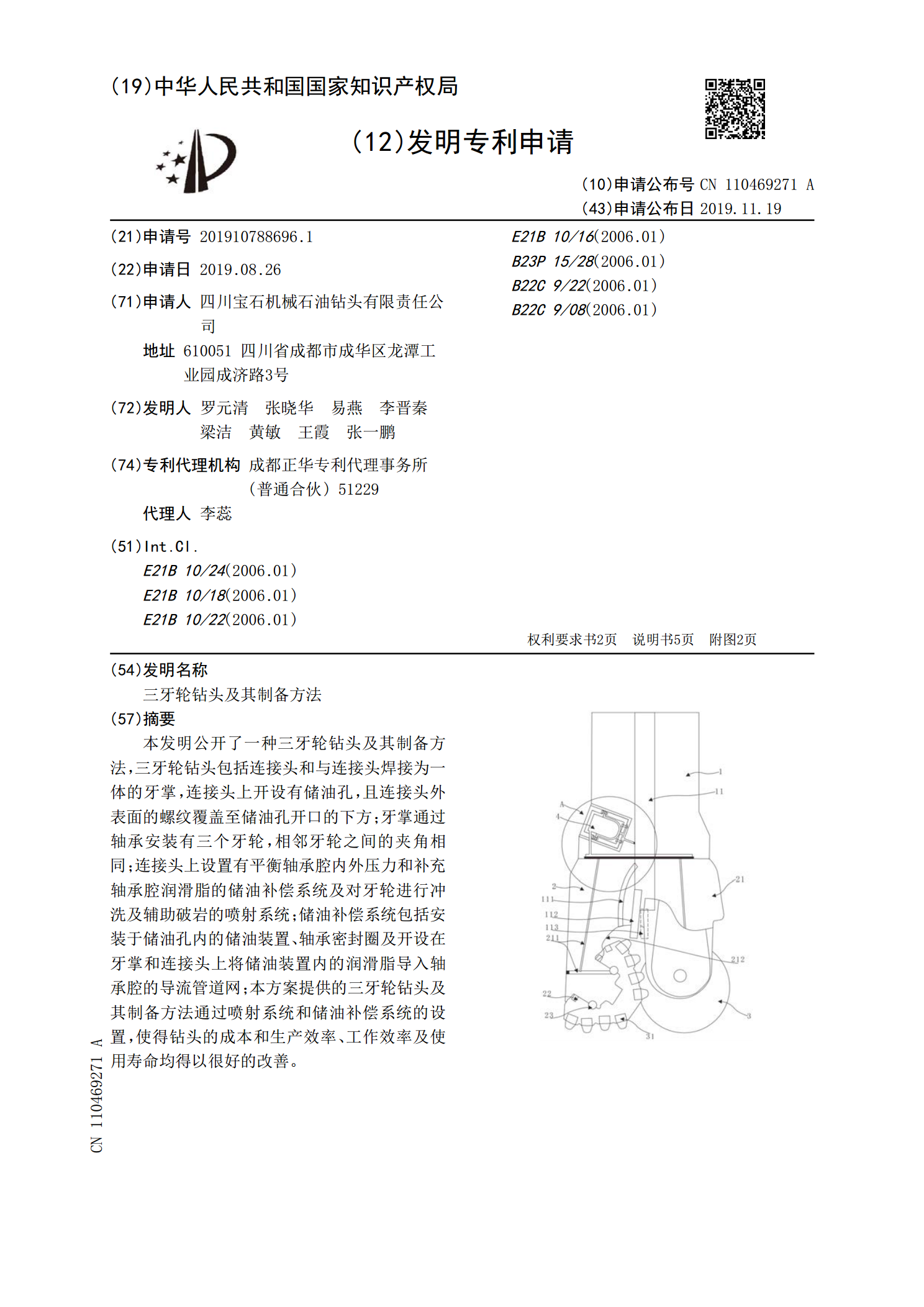
本发明公开了一种三牙轮钻头及其制备方法,三牙轮钻头包括连接头和与连接头焊接为一体的牙掌,连接头上开设有储油孔,且连接头外表面的螺纹覆盖至储油孔开口的下方;牙掌通过轴承安装有三个牙轮,相邻牙轮之间的夹角相同;连接头上设置有平衡轴承腔内外压力和补充轴承腔润滑脂的储油补偿系统及对牙轮进行冲洗及辅助破岩的喷射系统;储油补偿系统包括安装于储油孔内的储油装置、轴承密封圈及开设在牙掌和连接头上将储油装置内的润滑脂导入轴承腔的导流管道网;本方案提供的三牙轮钻头及其制备方法通过喷射系统和储油补偿系统的设置,使得钻头的成本和

牙轮钻头及其制造方法.pdf
本发明公开了一种牙轮钻头及其制造方法,它的轴承系统采用滚锥轴承或锥弧形的滑块瓣,并且利用锁紧螺母的止推面邻接滚锥或滑块瓣的小头端面,滚锥或滑块瓣的大头端面邻接牙轮壳的内止推面的方法紧密布置锥形滚动或滑动轴承系统,同时实现了可靠的牙轮壳的锁紧功能。它采用用螺丝刀或内六方扳手通过牙爪轴中心孔在螺母内拧紧而不是以往的非得在螺母外拧紧的方式装配牙轮壳锁紧装置。借助于锥形的牙爪轴结构简单的特点,采用高效的镗削工艺加工。

牙轮钻头及其制造方法.pdf
本发明公开了一种牙轮钻头及其制造方法,它的轴承系统采用滚锥轴承或锥弧形的滑块瓣,并且利用锁紧螺钉的大头凸缘止推面邻接滚锥或滑块瓣的小头端面,滚锥或滑块瓣的大头端面邻接牙轮壳的内止推面的方法紧密布置锥形滚动或滑动轴承系统,同时实现了可靠的牙轮壳的锁紧功能。借助于锥形的牙爪轴结构简单的特点,采用高效的镗削工艺加工。借助于锥形的牙爪轴易于装夹的特点,将牙爪轴分体并采用能焊透的摩擦焊工艺焊接在牙爪上。借助于将牙爪轴分体后牙爪较扁平,将接头与牙轮支架分离后的锻造毛胚较扁平较易成型的特点,采用将接头与牙轮支架主先分离

牙轮钻头及其制造方法.pdf
本发明公开了一种牙轮钻头及其制造方法,它的轴承系统采用滚锥轴承或锥弧形的滑块瓣,并且利用锁紧螺母的止推面邻接滚锥或滑块瓣的小头端面,滚锥或滑块瓣的大头端面邻接牙轮壳的内止推面的方法紧密布置锥形滚动或滑动轴承系统,同时实现了可靠的牙轮壳的锁紧功能。借助于锥形的牙爪轴结构简单的特点,采用高效的镗削工艺加工。提高牙轮钻头的轴承系统的使用寿命与制造效率。

牙轮钻头CAD原理及其方法.docx
牙轮钻头CAD原理及其方法牙轮钻头是一种常用于金属加工中的切削工具,它通过多个牙轮组成的齿轮系统来实现旋转和切削的功能。本文将从CAD原理和方法两个方面对牙轮钻头进行介绍分析。一、牙轮钻头CAD原理CAD(计算机辅助设计)是指通过计算机技术和软件工具来帮助设计师进行产品设计和图形模型的构建。在牙轮钻头的设计中,CAD技术可以用来实现以下几个方面的功能:1.几何建模:通过CAD软件可以构建牙轮钻头的三维几何模型,包括各个部件的形状、尺寸等。几何建模可以帮助设计师对钻头的细节进行精确控制和调整,从而满足不同应