
钻曲轴斜油孔工艺参数的两种快速求解方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钻曲轴斜油孔工艺参数的两种快速求解方法.docx
钻曲轴斜油孔工艺参数的两种快速求解方法钻曲轴斜油孔是生产曲轴时一种非常重要的加工工艺,用来保证曲轴内部的润滑油能够充分流通,并为曲轴提供良好的润滑条件,以减少摩擦和磨损,延长使用寿命。在曲轴的设计和制造过程中,如何确定斜油孔的工艺参数是一个关键问题。本论文将介绍两种快速求解斜油孔工艺参数的方法,分别为螺旋线插刀法和刀具径向平移法。第一种方法是螺旋线插刀法。该方法的基本原理是按照曲轴的螺旋线形状,使用一个特殊的插刀,将刀具沿着螺旋线的路径插入曲轴内部,形成斜油孔。具体步骤如下:1.确定曲轴的设计参数,包括斜
加工曲轴斜油孔的改进工艺.pdf
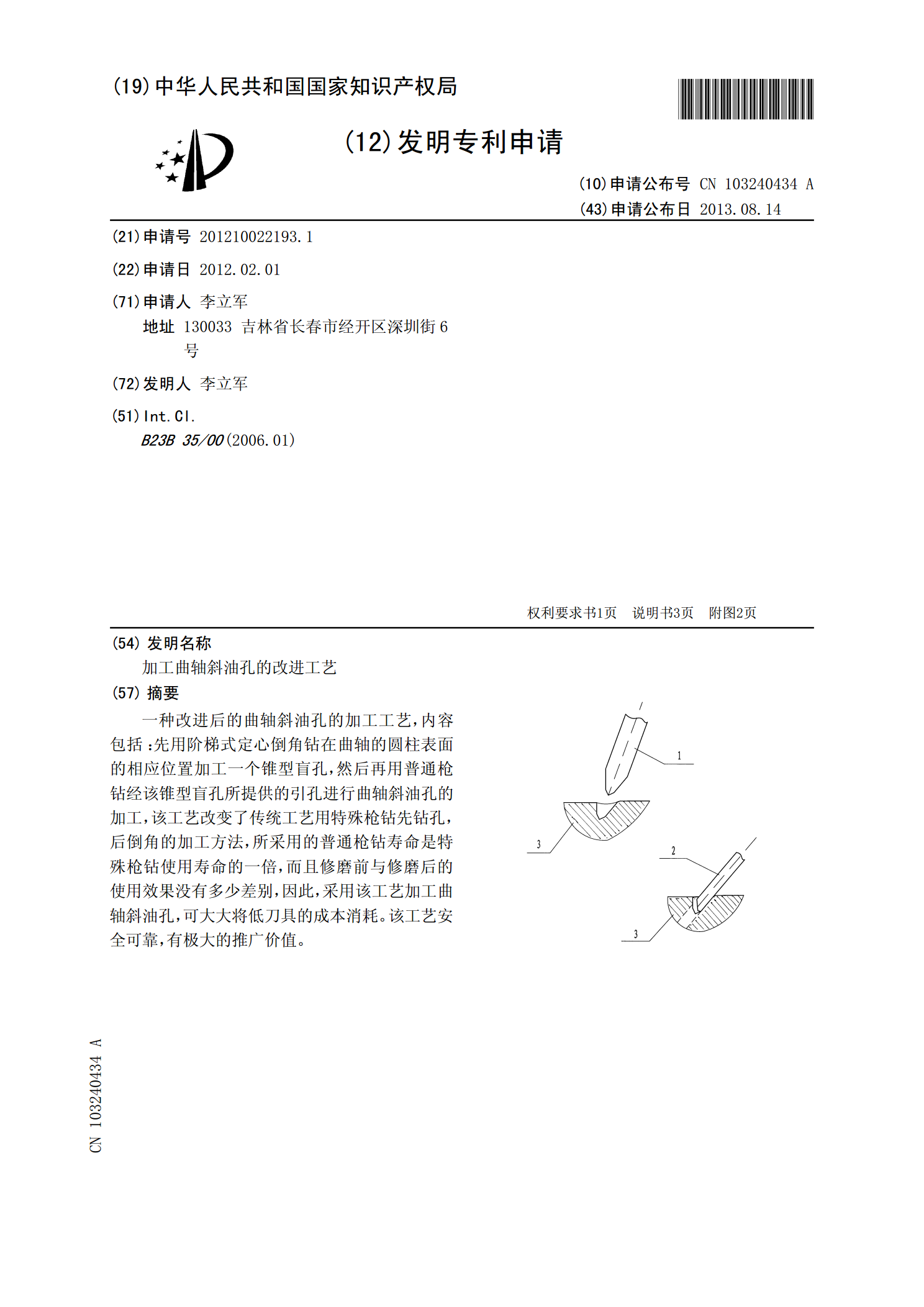
一种改进后的曲轴斜油孔的加工工艺,内容包括:先用阶梯式定心倒角钻在曲轴的圆柱表面的相应位置加工一个锥型盲孔,然后再用普通枪钻经该锥型盲孔所提供的引孔进行曲轴斜油孔的加工,该工艺改变了传统工艺用特殊枪钻先钻孔,后倒角的加工方法,所采用的普通枪钻寿命是特殊枪钻使用寿命的一倍,而且修磨前与修磨后的使用效果没有多少差别,因此,采用该工艺加工曲轴斜油孔,可大大将低刀具的成本消耗。该工艺安全可靠,有极大的推广价值。
一种曲轴用钻斜油孔装置.pdf
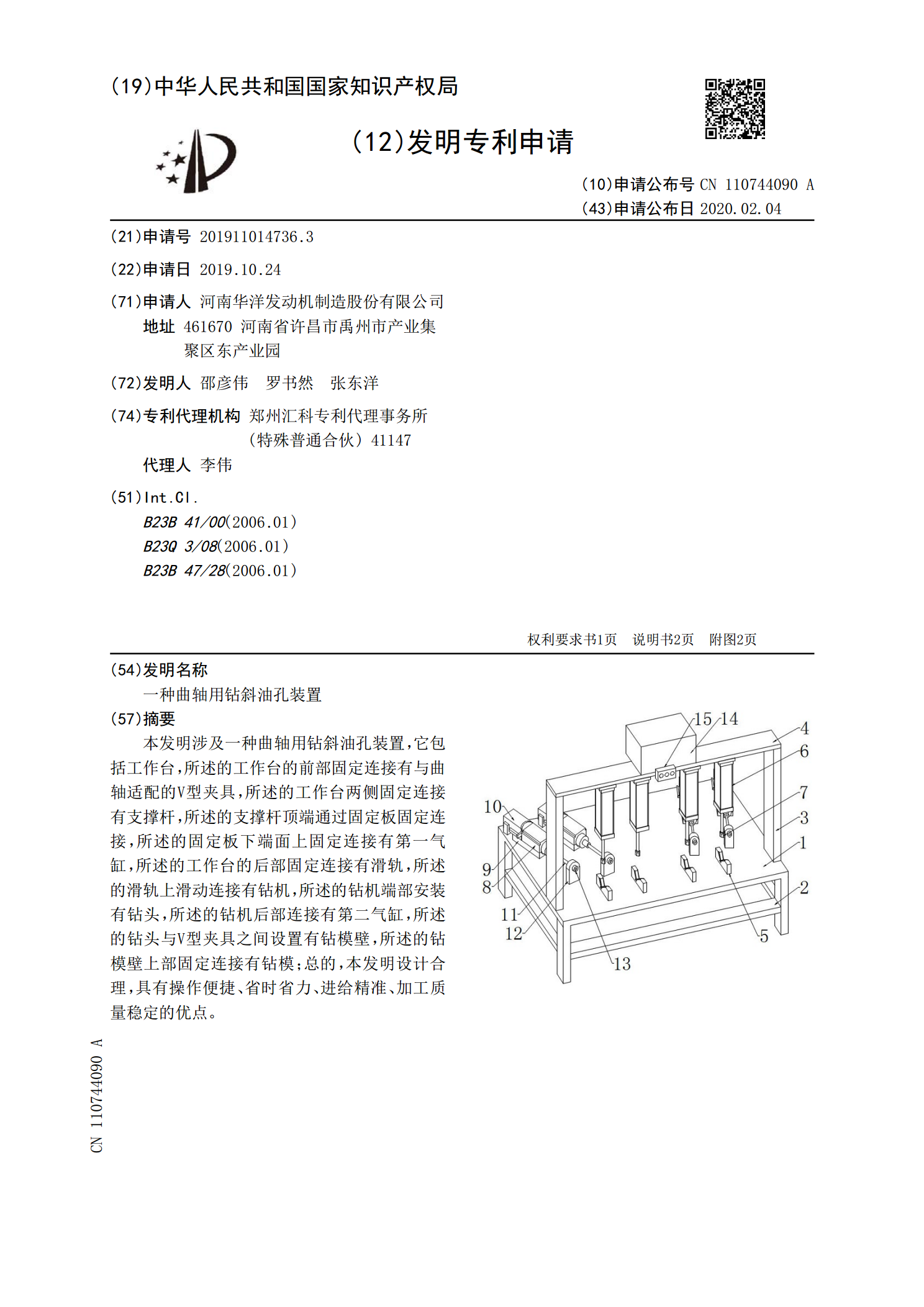
本发明涉及一种曲轴用钻斜油孔装置,它包括工作台,所述的工作台的前部固定连接有与曲轴适配的V型夹具,所述的工作台两侧固定连接有支撑杆,所述的支撑杆顶端通过固定板固定连接,所述的固定板下端面上固定连接有第一气缸,所述的工作台的后部固定连接有滑轨,所述的滑轨上滑动连接有钻机,所述的钻机端部安装有钻头,所述的钻机后部连接有第二气缸,所述的钻头与V型夹具之间设置有钻模壁,所述的钻模壁上部固定连接有钻模;总的,本发明设计合理,具有操作便捷、省时省力、进给精准、加工质量稳定的优点。

一种曲轴油孔工艺参数与编程设定方法.docx
一种曲轴油孔工艺参数与编程设定方法标题:曲轴油孔工艺参数与编程设定方法综述摘要:曲轴作为内燃机中的重要零部件,其正常运行对于发动机的性能和使用寿命具有重要影响。曲轴油孔是曲轴上的关键部位,它负责油润滑和冷却曲轴。本文综述了曲轴油孔工艺参数和编程设定的方法,包括曲轴油孔工艺参数的选择和优化、CAD/CAM技术在曲轴油孔加工中的应用、曲轴油孔编程设定方法和自动化工艺控制等方面的研究进展。关键词:曲轴油孔、工艺参数、编程设定、CAD/CAM一、引言曲轴作为内燃机中的关键零部件,其性能优劣直接影响着发动机的输出功

曲轴深油孔加工工艺参数的确定.docx
曲轴深油孔加工工艺参数的确定曲轴深油孔加工工艺参数的确定引言:曲轴是内燃机的重要零部件,用于将活塞的往复运动转化为输出轴的旋转运动。曲轴深油孔加工是在曲轴上加工出深油孔,以使曲轴能够有效润滑和冷却。确定曲轴深油孔加工工艺参数是确保曲轴深油孔加工质量的关键步骤。本文将深入研究曲轴深油孔加工工艺参数的确定方法,并给出具体示例和实验结果。1.加工工艺参数的选择:1.1加工机床的选择:曲轴深油孔加工需要精密的加工设备,一般选择数控加工中心或专用加工设备。根据曲轴的大小和工艺要求,选择适合的加工机床。1.2切削工具