
加工曲轴斜油孔的改进工艺.pdf

书生****ma


1/7
2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
加工曲轴斜油孔的改进工艺.pdf
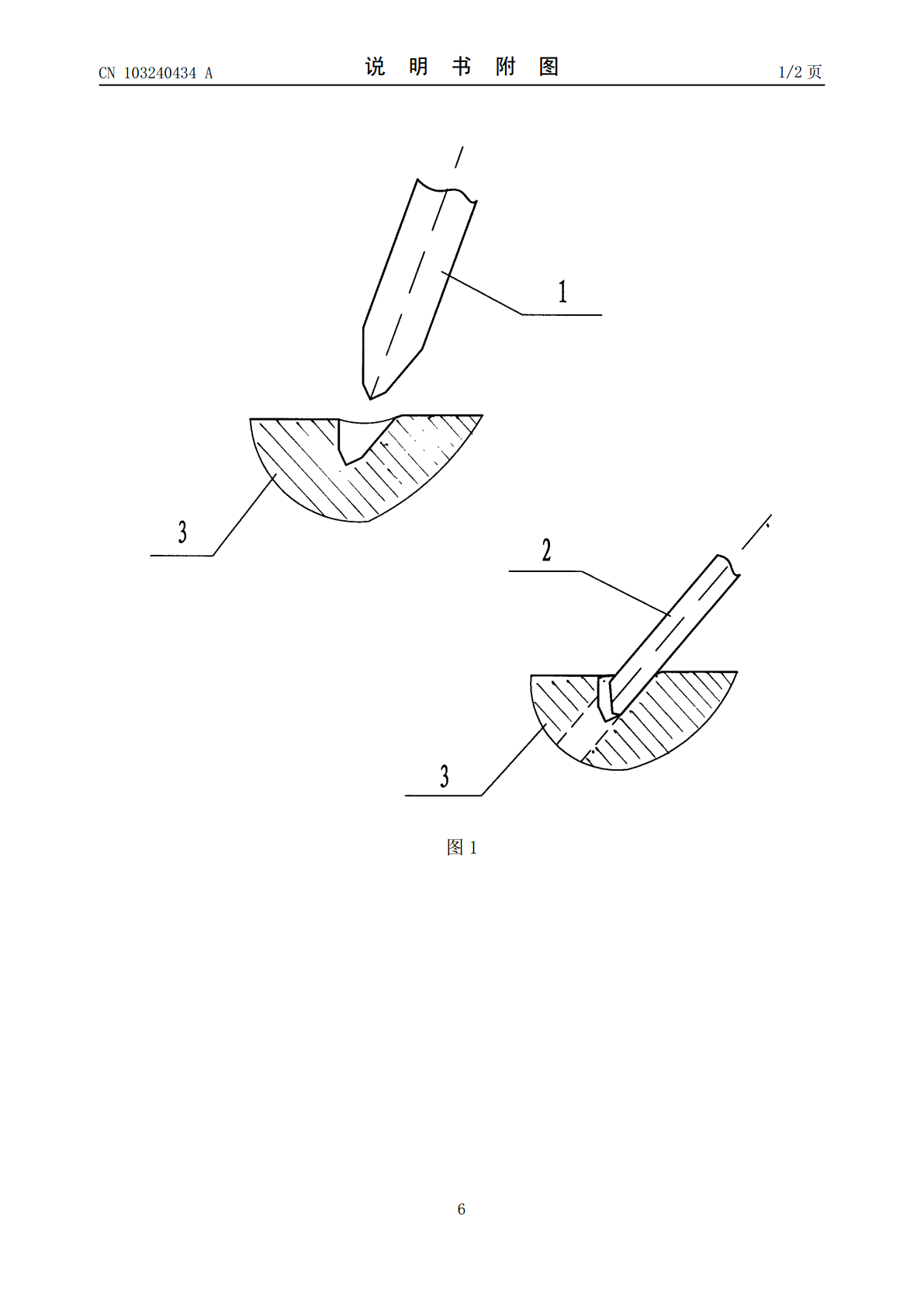
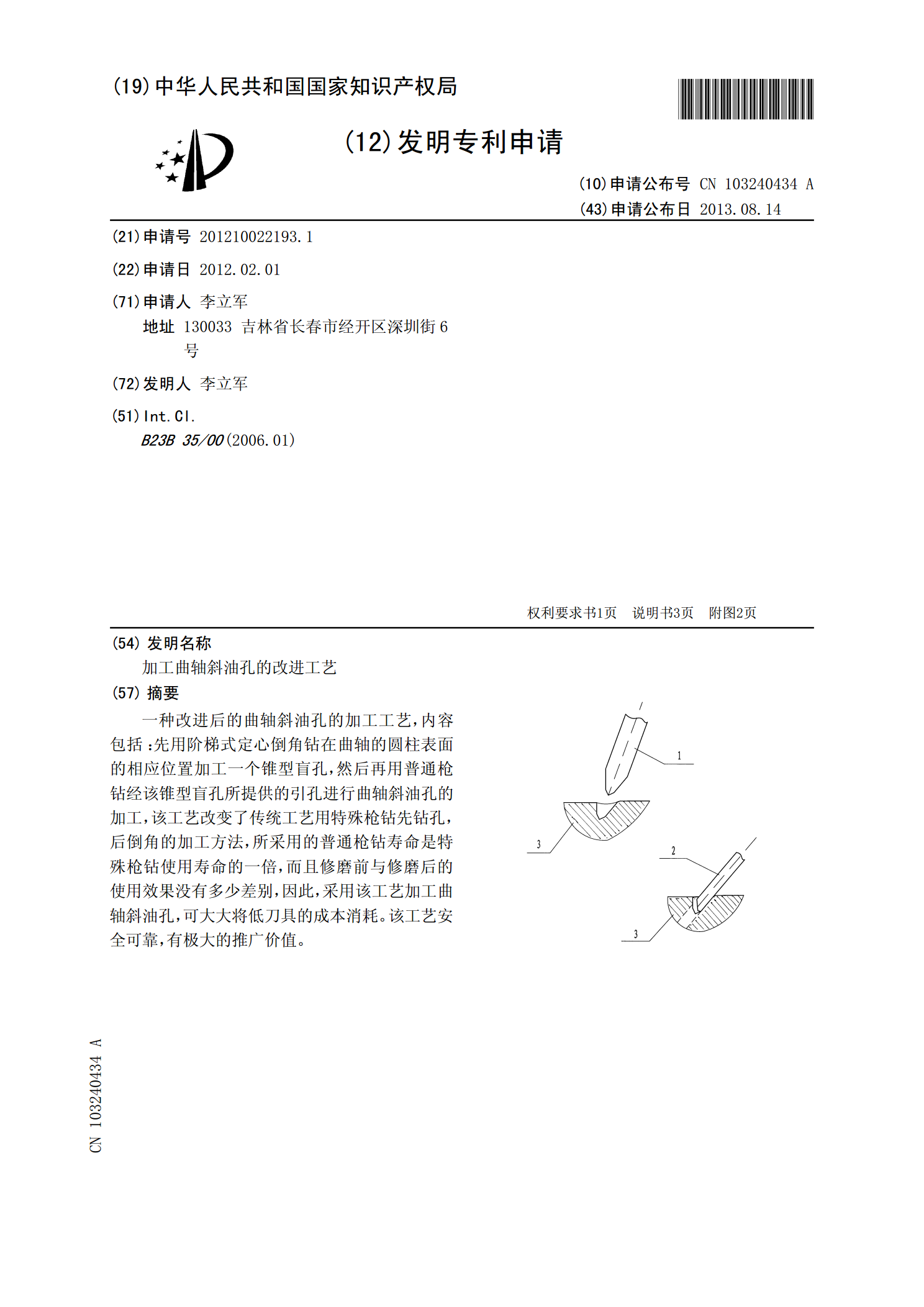
一种改进后的曲轴斜油孔的加工工艺,内容包括:先用阶梯式定心倒角钻在曲轴的圆柱表面的相应位置加工一个锥型盲孔,然后再用普通枪钻经该锥型盲孔所提供的引孔进行曲轴斜油孔的加工,该工艺改变了传统工艺用特殊枪钻先钻孔,后倒角的加工方法,所采用的普通枪钻寿命是特殊枪钻使用寿命的一倍,而且修磨前与修磨后的使用效果没有多少差别,因此,采用该工艺加工曲轴斜油孔,可大大将低刀具的成本消耗。该工艺安全可靠,有极大的推广价值。

高效加工B12D曲轴斜油孔工艺.docx
高效加工B12D曲轴斜油孔工艺随着工业发展的不断壮大,机械制造行业也越来越成熟。B12D曲轴作为汽车发动机中至关重要的部件,它的加工质量、工艺精度和效率对整个发动机工作的稳定性和寿命都有着巨大的影响。曲轴斜油孔作为曲轴上的重要部位之一,加工精度和工艺效率是保证发动机安全正常工作的关键。一、B12D曲轴的加工工艺B12D曲轴是一种类似于V12曲轴的发动机曲轴,是一种非常重要的发动机部件。在生产过程中,曲轴需要经过精密的加工和测试,以保证其高质量和稳定性。在整个加工过程中,曲轴的斜油孔是其中关键的要素之一。曲

曲轴深油孔加工工艺参数的确定.docx
曲轴深油孔加工工艺参数的确定曲轴深油孔加工工艺参数的确定引言:曲轴是内燃机的重要零部件,用于将活塞的往复运动转化为输出轴的旋转运动。曲轴深油孔加工是在曲轴上加工出深油孔,以使曲轴能够有效润滑和冷却。确定曲轴深油孔加工工艺参数是确保曲轴深油孔加工质量的关键步骤。本文将深入研究曲轴深油孔加工工艺参数的确定方法,并给出具体示例和实验结果。1.加工工艺参数的选择:1.1加工机床的选择:曲轴深油孔加工需要精密的加工设备,一般选择数控加工中心或专用加工设备。根据曲轴的大小和工艺要求,选择适合的加工机床。1.2切削工具

中速柴油机曲轴交叉斜油孔加工技术.docx
中速柴油机曲轴交叉斜油孔加工技术标题:中速柴油机曲轴交叉斜油孔加工技术摘要:中速柴油机作为一种重要的动力设备,在工业生产和运输领域有着广泛的应用。曲轴是中速柴油机的关键部件之一,而曲轴上的交叉斜油孔则对于曲轴的润滑和冷却起着重要作用。本论文主要研究了中速柴油机曲轴交叉斜油孔的加工技术,探讨了加工工艺、工艺控制和机械设备等方面内容,以期提高曲轴的加工质量和性能。一、引言中速柴油机是一种在能源领域具有重要意义的动力设备,其核心部件之一是曲轴。曲轴承受着巨大的载荷和弯曲力,因此其加工质量直接关系到柴油机的操作效

一种曲轴斜油孔钻孔装置及其加工方法.pdf
本发明公开了一种曲轴斜油孔钻孔装置及其加工方法,包括底座架、托架和钻孔机构,所述底座架包括弯折板和斜板块,所述斜板块安装在弯折板的前端面,且斜板块与弯折板水平滑动连接,所述托架安装在弯折板的上端面,且托架与弯折板固定连接,所述钻孔机构安装在托架的上端面,且钻孔机构与托架水平滑动连接,保证使用者需要使用的时候可以稳定的通过底板来支撑安装托架和斜板块,这样使用者就可以通过斜板块来稳定的安装支撑块,保证在使用过程中使用者可以灵活滑动支撑块在水平滑槽中的位置,进而达到改变支撑曲轴中部的目的,当使用者调节好斜板块的