
钻井平台桩腿齿条的焊接工艺评定试验刍议.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钻井平台桩腿齿条的焊接工艺评定试验刍议.docx
钻井平台桩腿齿条的焊接工艺评定试验刍议钻井平台是一种用于海洋油气勘探和开发的装置,平台的稳定性对于保障施工的安全和效率至关重要。而平台的稳定性则与桩腿的质量和焊接工艺密切相关。本文将以钻井平台桩腿齿条的焊接工艺评定试验为题,探讨桩腿焊接工艺评定试验的意义及方法,并分析桩腿焊接工艺对于钻井平台稳定性的影响。桩腿齿条的焊接工艺评定试验是对钻井平台桩腿焊接质量进行评估的重要手段。试验的目的是验证焊接连接的可靠性和强度,确保桩腿能够承受水下环境的复杂力学和环境载荷。这种试验不仅能够提供科学的焊接工艺参数,还能为钻
钻井平台桩腿焊接用翻转装置.pdf
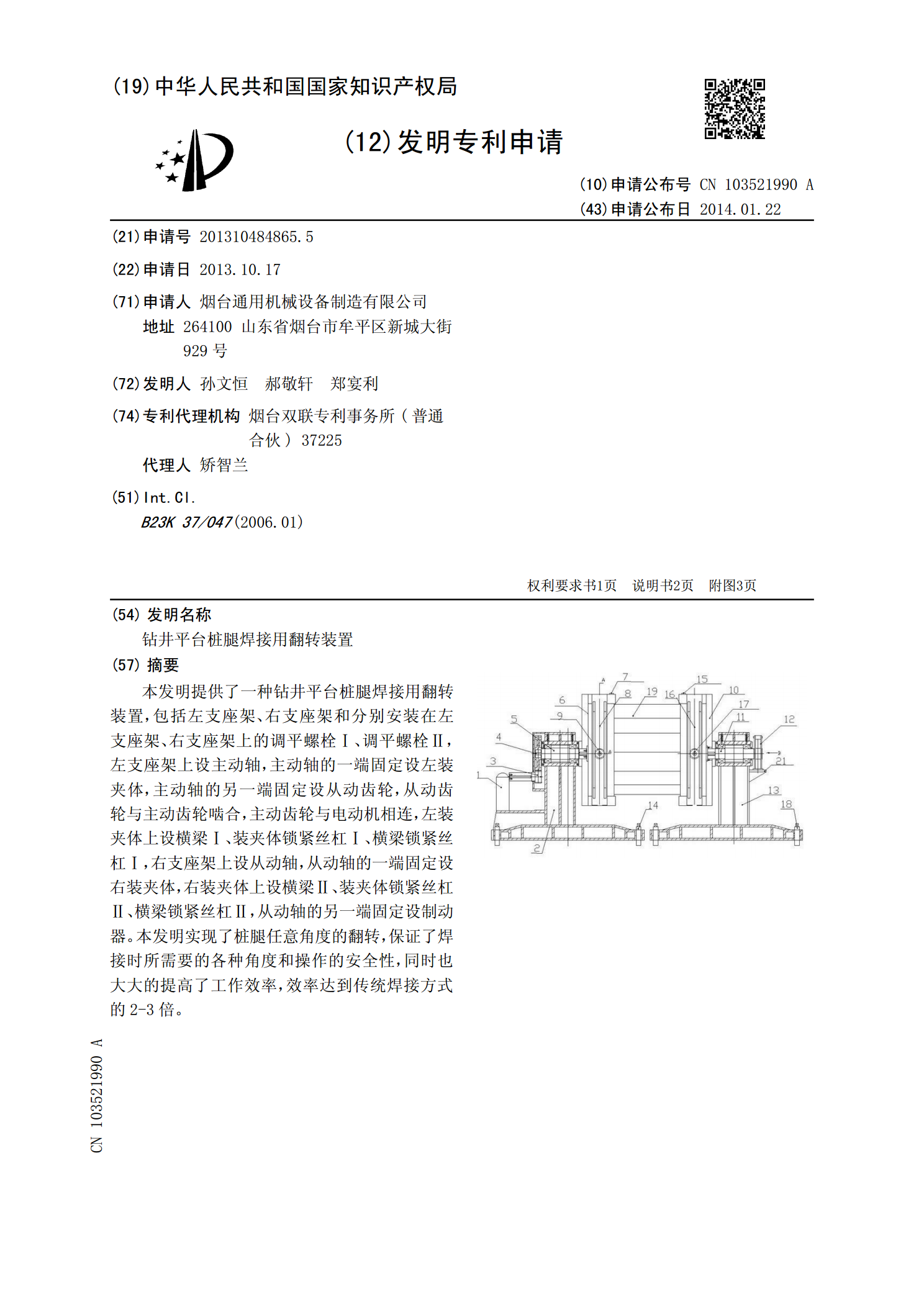
本发明提供了一种钻井平台桩腿焊接用翻转装置,包括左支座架、右支座架和分别安装在左支座架、右支座架上的调平螺栓Ⅰ、调平螺栓Ⅱ,左支座架上设主动轴,主动轴的一端固定设左装夹体,主动轴的另一端固定设从动齿轮,从动齿轮与主动齿轮啮合,主动齿轮与电动机相连,左装夹体上设横梁Ⅰ、装夹体锁紧丝杠Ⅰ、横梁锁紧丝杠Ⅰ,右支座架上设从动轴,从动轴的一端固定设右装夹体,右装夹体上设横梁Ⅱ、装夹体锁紧丝杠Ⅱ、横梁锁紧丝杠Ⅱ,从动轴的另一端固定设制动器。本发明实现了桩腿任意角度的翻转,保证了焊接时所需要的各种角度和操作的安全性,同
海洋平台桩腿组装焊接的工艺方法.pdf
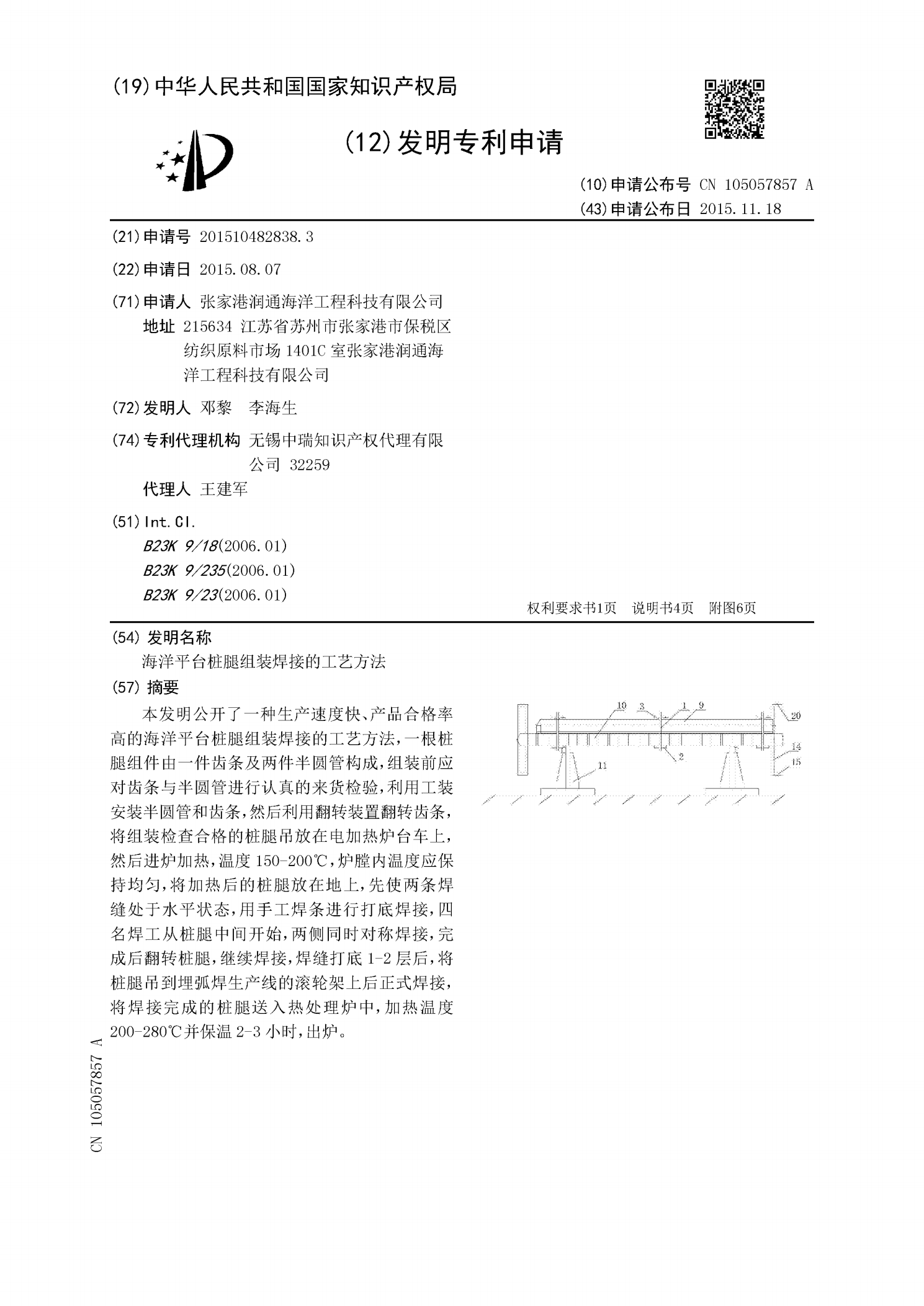
本发明公开了一种生产速度快、产品合格率高的海洋平台桩腿组装焊接的工艺方法,一根桩腿组件由一件齿条及两件半圆管构成,组装前应对齿条与半圆管进行认真的来货检验,利用工装安装半圆管和齿条,然后利用翻转装置翻转齿条,将组装检查合格的桩腿吊放在电加热炉台车上,然后进炉加热,温度150-200℃,炉膛内温度应保持均匀,将加热后的桩腿放在地上,先使两条焊缝处于水平状态,用手工焊条进行打底焊接,四名焊工从桩腿中间开始,两侧同时对称焊接,完成后翻转桩腿,继续焊接,焊缝打底1-2层后,将桩腿吊到埋弧焊生产线的滚轮架上后正式焊
海洋钻井平台桩腿主旋管整体加热自动焊接工艺及其专用工装.pdf
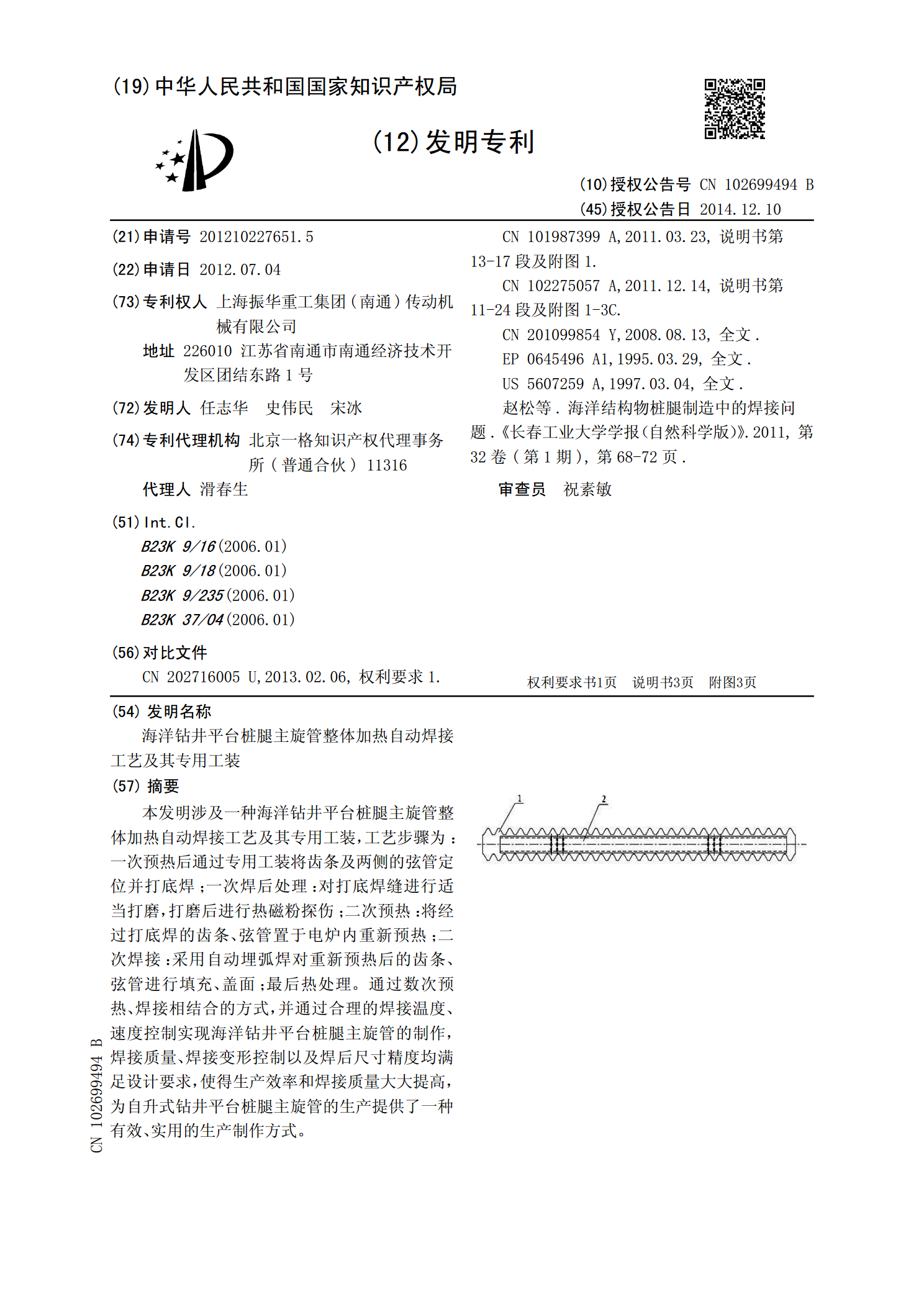
本发明涉及一种海洋钻井平台桩腿主旋管整体加热自动焊接工艺及其专用工装,工艺步骤为:一次预热后通过专用工装将齿条及两侧的弦管定位并打底焊;一次焊后处理:对打底焊缝进行适当打磨,打磨后进行热磁粉探伤;二次预热:将经过打底焊的齿条、弦管置于电炉内重新预热;二次焊接:采用自动埋弧焊对重新预热后的齿条、弦管进行填充、盖面;最后热处理。通过数次预热、焊接相结合的方式,并通过合理的焊接温度、速度控制实现海洋钻井平台桩腿主旋管的制作,焊接质量、焊接变形控制以及焊后尺寸精度均满足设计要求,使得生产效率和焊接质量大大提高,为

自安装采油平台桩腿筒体焊接工艺.docx
自安装采油平台桩腿筒体焊接工艺(节选自ZAZP-QAC-019桩腿焊接工艺)1桩腿筒体单节的纵缝焊接方法:埋弧自动焊(SAW)焊缝位置:平焊焊接材料:H10Mn2/SJ101注意事项:①组对时点焊在外侧,②先焊接内侧焊缝,③外侧清根时要将由缺陷的点焊清理干净,④焊缝略低于母材时要进行椭圆度校核,⑤焊缝余高不得大于3mm,⑥焊接完成后要进行椭圆度测量,⑦直径公差为:mm,椭圆度为:5mm。2桩腿筒体各节之间的环缝焊接方法:埋弧自动焊(SAW)焊缝位置:水平滚动焊接材料:H10Mn2/SJ101注意事项:①桩