
耐硫变换工艺管道焊缝开裂原因分析与整治.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐硫变换工艺管道焊缝开裂原因分析与整治.docx
耐硫变换工艺管道焊缝开裂原因分析与整治耐硫变换工艺是石油化工行业中常见的一种工艺,用于去除原油或燃料汽油中的硫化物。而管道焊缝开裂问题是该工艺常见的质量问题之一,会导致工艺流程中的泄漏和安全隐患。本文将从焊接材料的选择、焊接工艺的优化以及焊接过程中应注意的事项等方面,对耐硫变换工艺管道焊缝开裂原因进行分析,并提出相应的整治措施。一、焊接材料的选择1.选择适合的焊丝:在耐硫变换工艺中,焊接材料需要具备较好的耐硫化氢腐蚀性能。因此,在选择焊丝时,应优先考虑采用耐硫化氢腐蚀的镍基焊丝,如ERNiCrMo-3等。

中压供汽管道焊缝开裂产生原因分析.docx
中压供汽管道焊缝开裂产生原因分析摘要:中压供汽管道已运行半年突然从焊缝处开裂漏气,从施工、环境、材料、应力及焊口检测等因素进行了综合分析,认为焊缝泄漏的原因不是施工造成的,而是由于运行人员操作不当,致使强碱溶液混入到中压供汽管道中;同时,由于焊接残余应力和管道承受拉力的永久性存在,在一定温度和压力下,导致强碱溶液对管道薄弱环节焊缝产生快速应力腐蚀,最终破裂发生泄漏。关键词:供汽管道;焊缝;应力腐蚀;开裂1、焊缝开裂事情经过XX生物质发电项目,2018年11月20日机组已并网发电,中低压供气管道系统(设计压

变换气管道开裂失效原因分析及对策.docx
变换气管道开裂失效原因分析及对策标题:变换气管道开裂失效原因分析及对策摘要:变换气管道在工业领域具有广泛应用,然而,开裂失效是其常见的问题之一。本论文分析了变换气管道开裂的主要原因,并提出了相应的对策,旨在提高变换气管道的安全性和可靠性。分析的主要内容包括材料强度不足、外界环境作用、裂纹扩展以及设计缺陷等。对策方面包括材料改进、环境保护、裂纹检测以及设计优化等。通过对变换气管道开裂失效原因的深入分析和对策的提出,可以为相关工程领域的工程师和研究人员提供参考和借鉴,从而减少开裂失效事故的发生。关键词:变换气

合成甲醇装置变换炉出口管道开裂失效原因分析.docx
合成甲醇装置变换炉出口管道开裂失效原因分析合成甲醇装置变换炉出口管道开裂失效原因分析摘要:合成甲醇装置是化工行业的重要设备之一,其变换炉出口管道的开裂失效问题对生产安全和设备寿命产生了严重影响。本文通过对合成甲醇装置变换炉出口管道开裂失效原因的分析和研究,探讨了可能导致该问题发生的主要因素,并提出了相应的预防和改善措施。1.引言:合成甲醇是一种重要的化工原料,在化工工业中有着广泛的应用。合成甲醇装置是合成甲醇生产过程中的核心设备,其正常运行对生产质量和产量至关重要。然而,合成甲醇装置的变换炉出口管道开裂失
调节变换系统温度的耐硫变换工艺.pdf
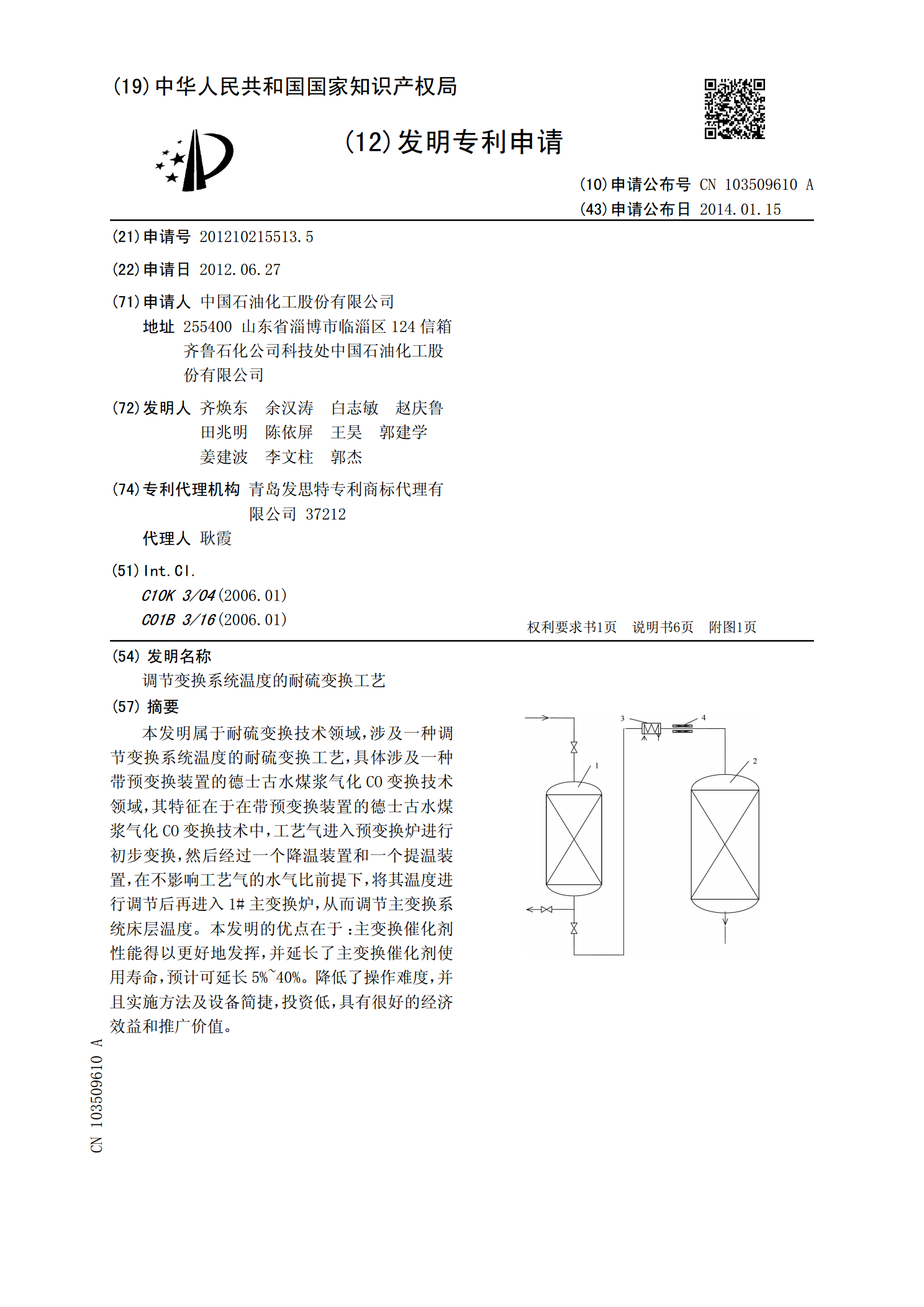
本发明属于耐硫变换技术领域,涉及一种调节变换系统温度的耐硫变换工艺,具体涉及一种带预变换装置的德士古水煤浆气化CO变换技术领域,其特征在于在带预变换装置的德士古水煤浆气化CO变换技术中,工艺气进入预变换炉进行初步变换,然后经过一个降温装置和一个提温装置,在不影响工艺气的水气比前提下,将其温度进行调节后再进入1#主变换炉,从而调节主变换系统床层温度。本发明的优点在于:主变换催化剂性能得以更好地发挥,并延长了主变换催化剂使用寿命,预计可延长5%~40%。降低了操作难度,并且实施方法及设备简捷,投资低,具有很好