
细纱机V型牵伸装置后区压力棒牵伸工艺优化.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

细纱机V型牵伸装置后区压力棒牵伸工艺优化.docx
细纱机V型牵伸装置后区压力棒牵伸工艺优化细纱机是一种用于制作纤维细纱的机器,由于细纱机的设计特点,使得在制作细纱的过程中,需通过一系列装置对原料纤维进行无损加工,而其中V型牵伸装置在整个加工过程中具有极为重要的作用。本文主要探讨在V型牵伸装置后区压力棒牵伸工艺优化上所需考虑的问题及其解决方案。一、V型牵伸装置后区压力棒牵伸工艺的基本原理在细纱机生产过程中,V型牵伸装置后区压力棒主要发挥着牵伸纤维的功能,达到拉伸的目的,从而形成较强的拉伸强度和较高的细度值,保证细纱的质量。而此处的牵伸方式则是通过在细纱过程

细纱机后区压力棒牵伸的效果及牵伸倍数的优化.docx
细纱机后区压力棒牵伸的效果及牵伸倍数的优化细纱机后区压力棒牵伸的效果及牵伸倍数的优化细纱机是纺织生产中不可或缺的一种机器,它通过拉伸纤维将棉纱、涤纶等细纱制成各种规格的纱线,从而为后续纺织工序提供了基础材料。在细纱机中,后区压力棒是非常重要的机械元件之一,它能够有效地牵伸纤维并将其拉成所需的规格。本文将探讨细纱机后区压力棒的牵伸效果及其牵伸倍数的优化方法,从而进一步提高细纱机的生产效率和产品质量。1.细纱机后区压力棒的牵伸效果后区压力棒是细纱机上的一个重要机械元件,它能够将纤维牵伸成所需的规格并将其排列成

细纱机V型牵伸牵伸区工艺探讨.docx
细纱机V型牵伸牵伸区工艺探讨细纱机V型牵伸牵伸区工艺探讨摘要:V型牵伸牵伸区是细纱机中的重要工艺环节,是实现细纱品质提升的关键。本文从纤维加工到成纱的全过程出发,探讨了V型牵伸牵伸区的工艺参数对细纱品质的影响,并提出了一些优化措施,以进一步提高细纱品质和生产效益。关键词:细纱;V型牵伸;牵伸区;工艺探讨一、V型牵伸的意义V型牵伸是细纱机拉伸调整部分的一种重要保持成纱品质的工艺。在细纱制造中起到了至关重要的作用。V型牵伸可将各股弯曲、反抽情况不均的粗纱,通过拉伸让其变直、稳定、柔软,从而得到一定品质的纤维。

细纱机牵伸区附加压力棒牵伸工艺分析.docx
细纱机牵伸区附加压力棒牵伸工艺分析细纱机牵伸区附加压力棒牵伸工艺分析细纱机压力棒牵伸是目前纺织工业中广泛应用的一种加工方法,它使用一条金属棒作为纱线牵伸区的附加压力,通过控制压力棒的压力和牵伸速度,可以有效地改变细纱机生产出的纱线的牵伸量和力度。本文将从工艺流程、牵伸控制和工艺优化等方面对细纱机牵伸区附加压力棒牵伸工艺进行分析。一、工艺流程细纱机压力棒牵伸工艺流程一般分为牵伸区、伸长区和置数区。其中,牵伸区是细纱机的重要加工区域,所以牵伸区的工艺控制对纱线质量有着至关重要的影响。而压力棒牵伸是牵伸区的一种
一种细纱机后区大牵伸的均匀牵伸方法.pdf
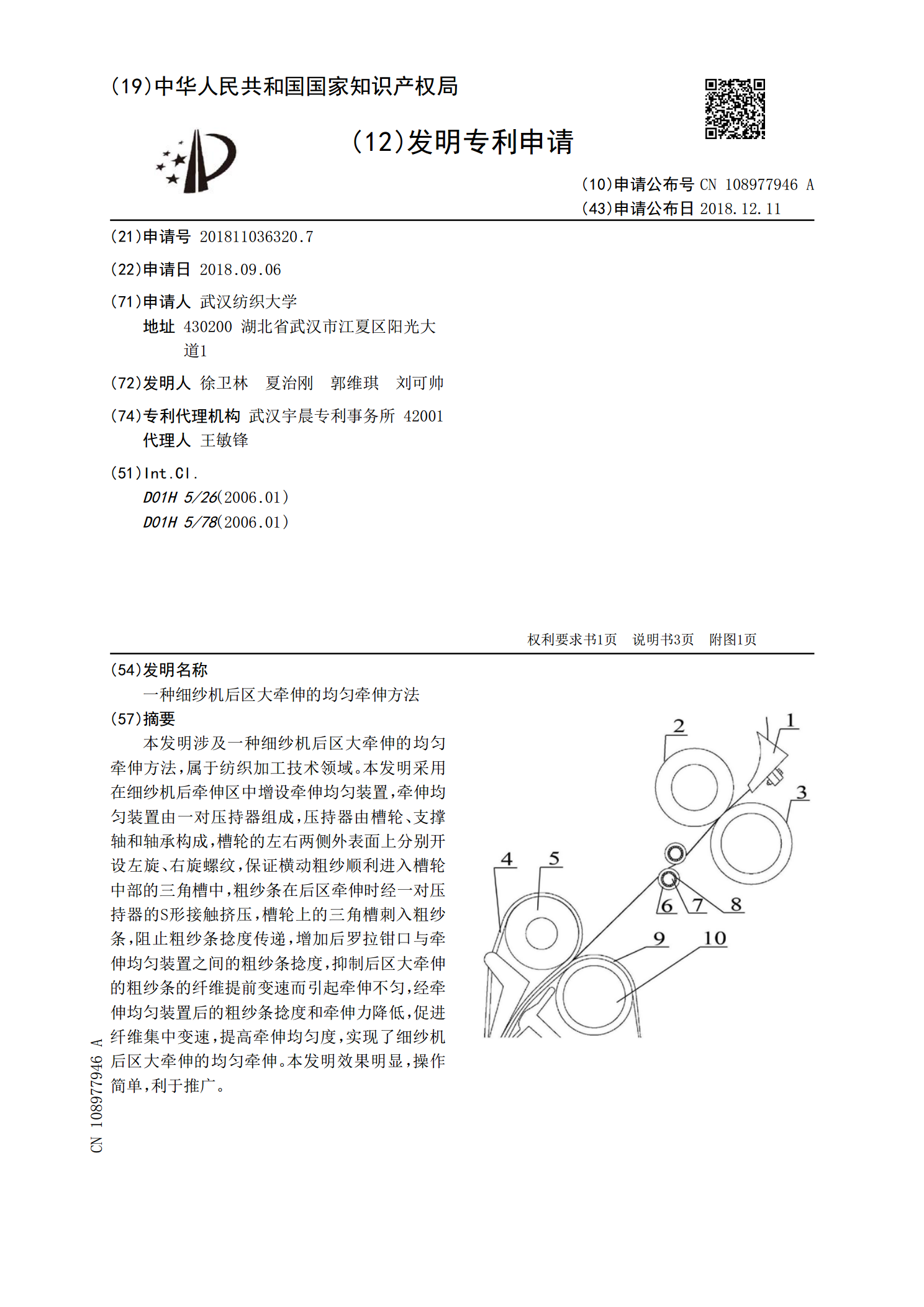
本发明涉及一种细纱机后区大牵伸的均匀牵伸方法,属于纺织加工技术领域。本发明采用在细纱机后牵伸区中增设牵伸均匀装置,牵伸均匀装置由一对压持器组成,压持器由槽轮、支撑轴和轴承构成,槽轮的左右两侧外表面上分别开设左旋、右旋螺纹,保证横动粗纱顺利进入槽轮中部的三角槽中,粗纱条在后区牵伸时经一对压持器的S形接触挤压,槽轮上的三角槽刺入粗纱条,阻止粗纱条捻度传递,增加后罗拉钳口与牵伸均匀装置之间的粗纱条捻度,抑制后区大牵伸的粗纱条的纤维提前变速而引起牵伸不匀,经牵伸均匀装置后的粗纱条捻度和牵伸力降低,促进纤维集中变速