
一种细纱机后区大牵伸的均匀牵伸方法.pdf

莉娜****ua


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细纱机后区大牵伸的均匀牵伸方法.pdf
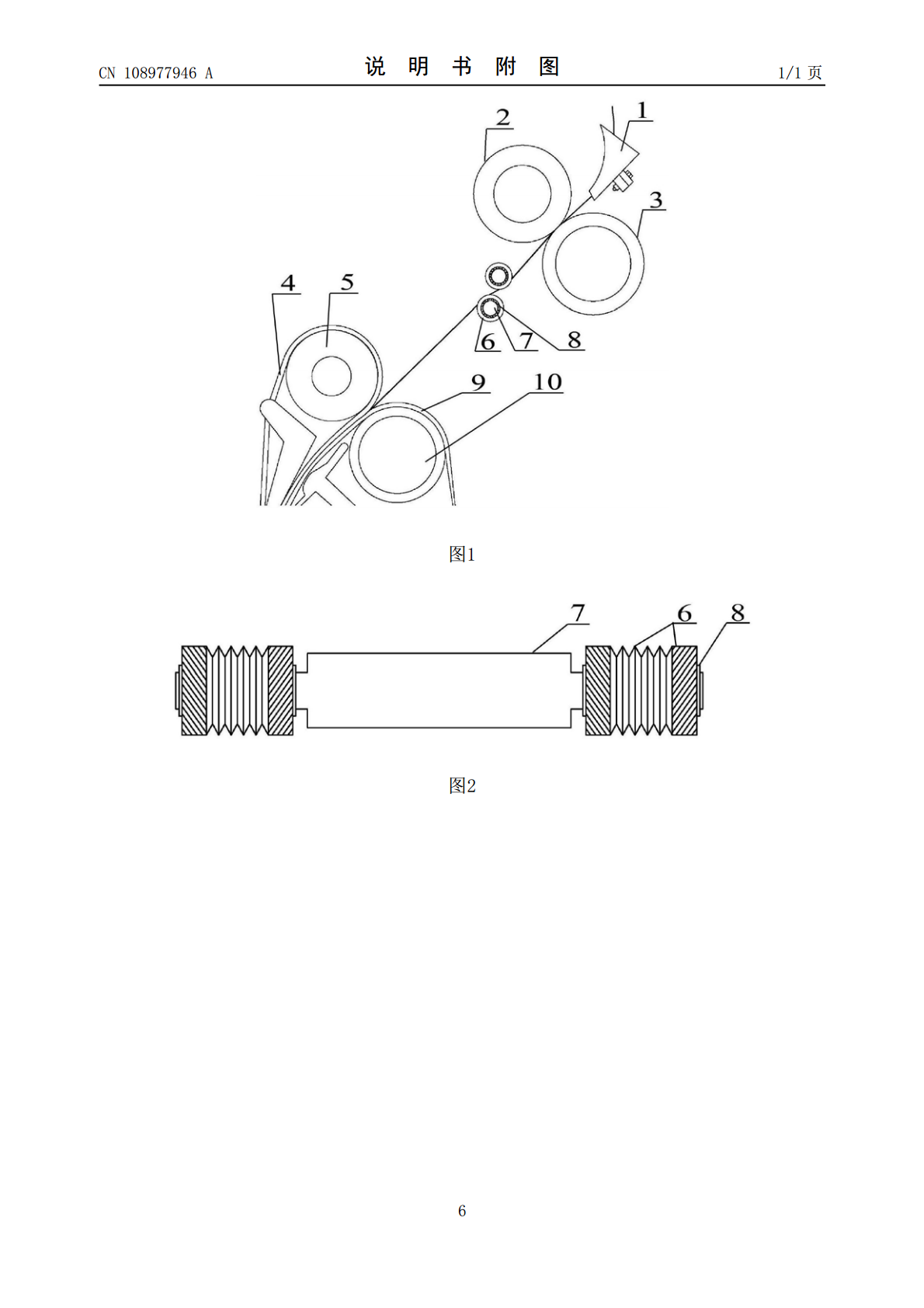
本发明涉及一种细纱机后区大牵伸的均匀牵伸方法,属于纺织加工技术领域。本发明采用在细纱机后牵伸区中增设牵伸均匀装置,牵伸均匀装置由一对压持器组成,压持器由槽轮、支撑轴和轴承构成,槽轮的左右两侧外表面上分别开设左旋、右旋螺纹,保证横动粗纱顺利进入槽轮中部的三角槽中,粗纱条在后区牵伸时经一对压持器的S形接触挤压,槽轮上的三角槽刺入粗纱条,阻止粗纱条捻度传递,增加后罗拉钳口与牵伸均匀装置之间的粗纱条捻度,抑制后区大牵伸的粗纱条的纤维提前变速而引起牵伸不匀,经牵伸均匀装置后的粗纱条捻度和牵伸力降低,促进纤维集中变速

细纱机大牵伸纺纱工艺.pdf
本发明公开了细纱机大牵伸纺纱工艺,适于粗纱重定量、细纱大牵伸纺纱工艺,一根或一根以上粗纱平行喂入细纱机的牵伸系统,适纺细纱线密度6-60tex,喂入粗纱定量600-1200tex,以平行状态被牵伸,细纱机总牵伸倍数20-100倍,经牵伸加捻后卷绕到纱管上成纱;对于棉型短纤维纺纱,粗纱公制捻系数为100-160,细纱前区大握持距为45-50毫米,细纱后区大握持距为65-75毫米和小后区牵伸倍数为1.10-1.18倍。能使整个牵伸系统性能,因工艺参数的合理配置优化,适纺线密度范围更宽、粗纱定量更大、细纱总牵伸
细纱机电子牵伸系统.pdf
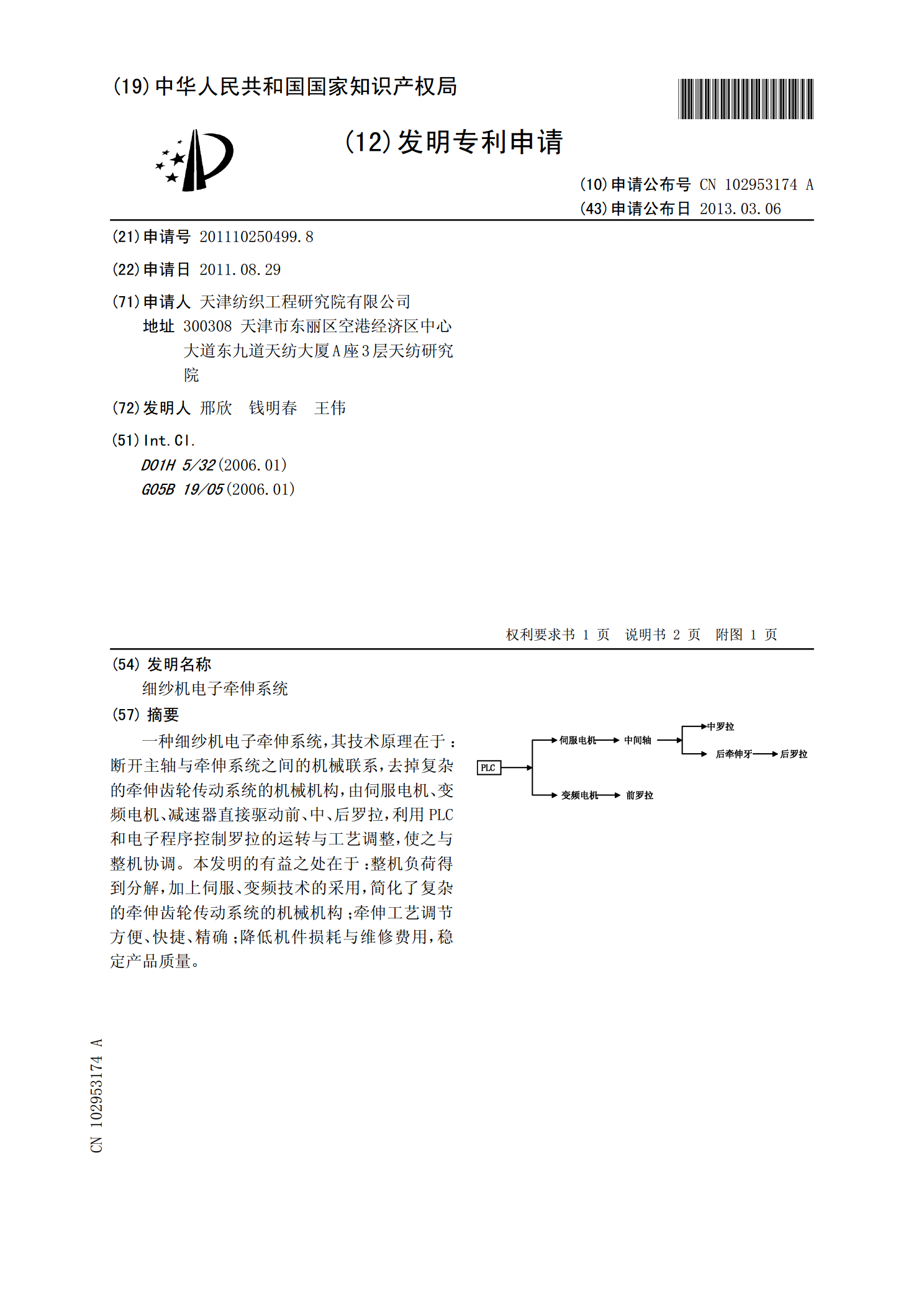
一种细纱机电子牵伸系统,其技术原理在于:断开主轴与牵伸系统之间的机械联系,去掉复杂的牵伸齿轮传动系统的机械机构,由伺服电机、变频电机、减速器直接驱动前、中、后罗拉,利用PLC和电子程序控制罗拉的运转与工艺调整,使之与整机协调。本发明的有益之处在于:整机负荷得到分解,加上伺服、变频技术的采用,简化了复杂的牵伸齿轮传动系统的机械机构;牵伸工艺调节方便、快捷、精确;降低机件损耗与维修费用,稳定产品质量。

传统环锭细纱机大牵伸工艺实践.docx
传统环锭细纱机大牵伸工艺实践传统环锭细纱机大牵伸工艺实践的研究和应用已经成为细纱生产的重要环节,因此在纺织工业中具有广泛的应用和推广价值。本文将对传统环锭细纱机大牵伸工艺实践进行探讨和论述。一、传统环锭细纱机的概述传统环锭细纱机是细纱生产中最常用的一种机器,其结构比较简单,易于操作和维护。通常采用单锭直排式结构,纺纱过程中通过传动轴将纱锭旋转起来,然后将纤维束经过牵伸区域,最终形成规定的细纱。由于其结构和工艺的简单性,传统环锭细纱机已经成为了细纱生产的主流。二、大牵伸工艺的优势传统环锭细纱机大牵伸工艺是一

一种细纱机牵伸传动系统.pdf
本发明公开了一种细纱机牵伸传动系统,由后罗拉轮系、中罗拉轮系及前罗拉轮系构成,其中后罗拉轮系至少高出牵伸平面半个罗拉直径,所述后罗拉轮系与中罗拉轮系之间设置牵伸应力调节器,所述牵伸应力调节器由机架、驱动电机、传动杆、应力轮及控制系统构成,驱动电机及控制系统均固定在机架上,并通过传动杆与应力轮连接,所述控制系统由壳体、张力传感器、数据处理器、驱动模块、I/O模块、键盘及显示器构成,其中驱动模块分别与驱动电机、张力传感器、数据处理器及I/O模块电气连接,I/O模块另与键盘及显示器电气连接。本发明运行稳定,操控