
管材弯曲回弹对内高压成形的影响及补偿方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

管材弯曲回弹对内高压成形的影响及补偿方法.docx
管材弯曲回弹对内高压成形的影响及补偿方法管材弯曲回弹是指在管材经历弯曲形变后,其弯曲部分不会完全恢复到原始状态,而会产生一定的残余弯曲现象。对于内高压成形而言,管材弯曲回弹将直接影响成形质量和尺寸精度,因此研究管材弯曲回弹及其补偿方法对于提高内高压成形工艺的稳定性和效率具有重要意义。首先,管材弯曲回弹对内高压成形的影响主要包括以下几个方面:1.成形质量影响:管材弯曲回弹会导致成形后的管材存在残余弯曲,从而造成成形品的形状不符合要求。特别是对于要求较高的成形产品,弯曲回弹将大大降低成形质量。2.尺寸精度影响

金属管材弯曲成形回弹问题研究.docx
金属管材弯曲成形回弹问题研究金属管材弯曲成形回弹问题研究摘要:金属管材弯曲成形是一种常见的金属加工工艺,然而在弯曲过程中,金属管材会产生回弹现象,使得最终成形结果不符合设计要求。回弹问题一直是金属加工领域的研究热点之一。本论文主要研究金属管材弯曲成形回弹问题的原因和影响因素,以及改善回弹现象的方法和技术。关键词:金属管材、弯曲成形、回弹问题、影响因素、改善方法1.引言金属管材广泛应用于各个领域,如航天、汽车、建筑等。在使用过程中,需要对金属管材进行弯曲成形,以满足特定的设计需求。然而,弯曲成形过程中,金属
管材弯曲成形方法及分类.pdf
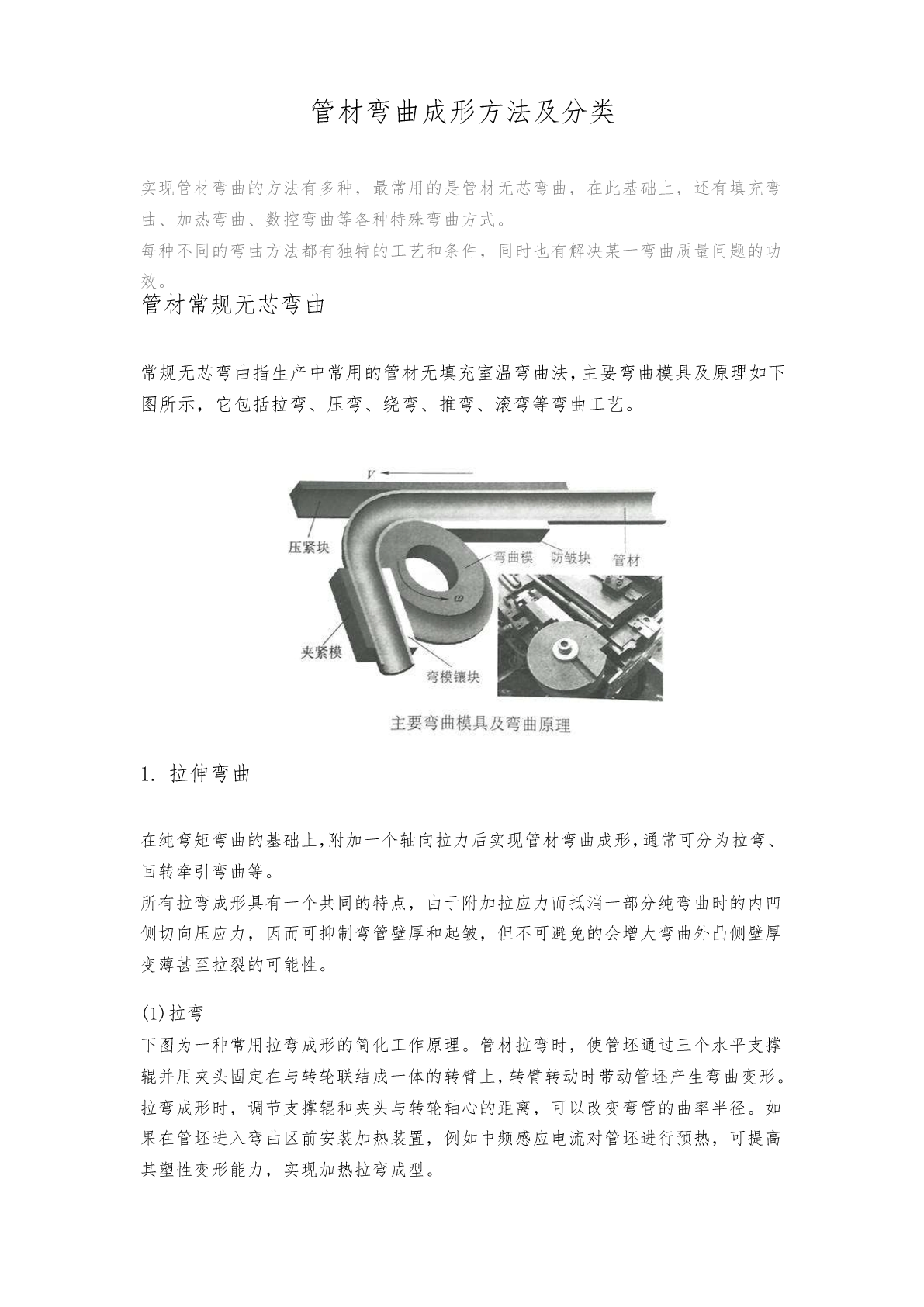
管材弯曲成形方法及分类实现管材弯曲的方法有多种,最常用的是管材无芯弯曲,在此基础上,还有填充弯曲、加热弯曲、数控弯曲等各种特殊弯曲方式。每种不同的弯曲方法都有独特的工艺和条件,同时也有解决某一弯曲质量问题的功效。管材常规无芯弯曲常规无芯弯曲指生产中常用的管材无填充室温弯曲法,主要弯曲模具及原理如下图所示,它包括拉弯、压弯、绕弯、推弯、滚弯等弯曲工艺。1.拉伸弯曲在纯弯矩弯曲的基础上,附加一个轴向拉力后实现管材弯曲成形,通常可分为拉弯、回转牵引弯曲等。所有拉弯成形具有一个共同的特点,由于附加拉应力而抵消一部
金属板材辊轧弯曲成形回弹补偿机构.pdf
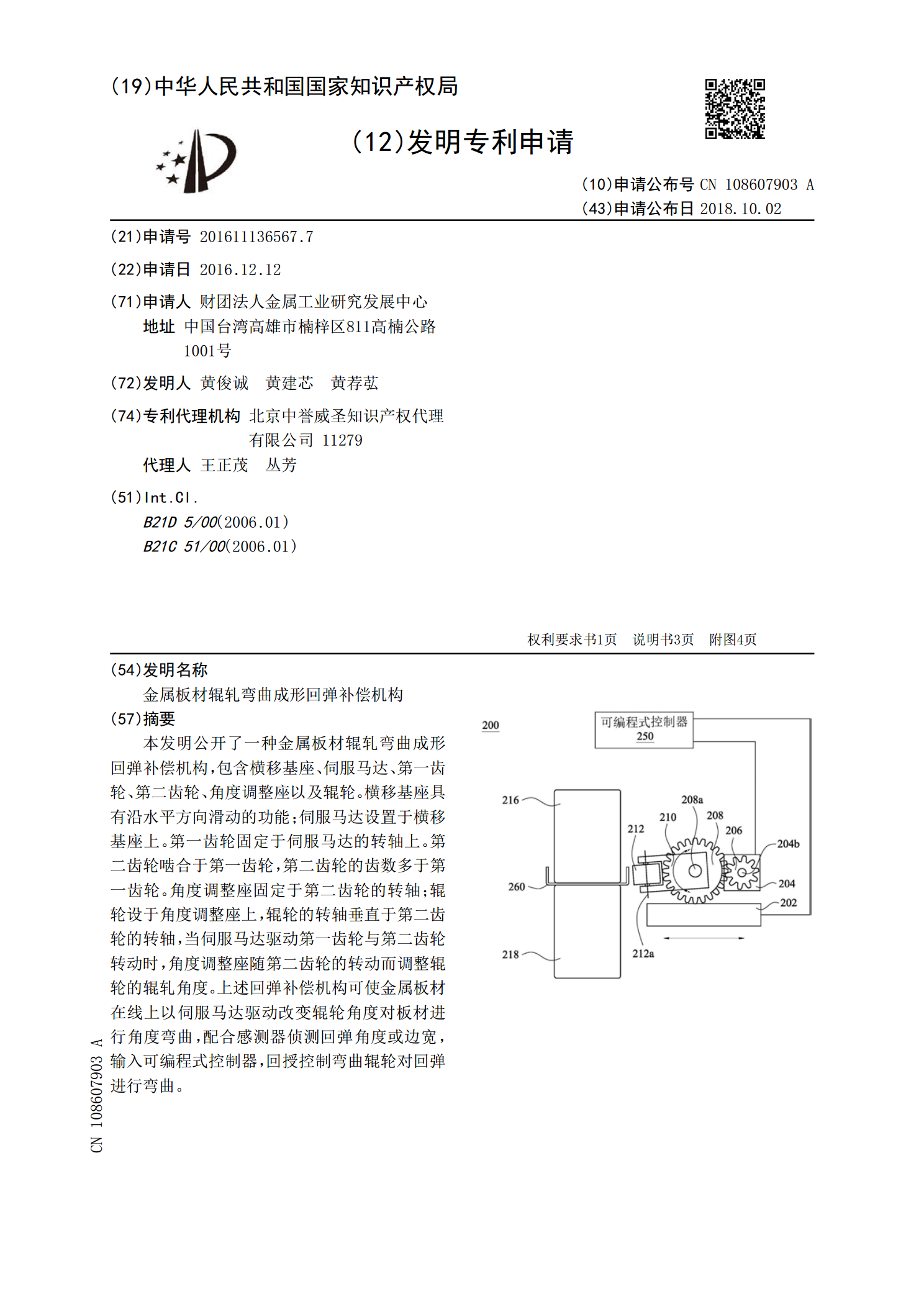
本发明公开了一种金属板材辊轧弯曲成形回弹补偿机构,包含横移基座、伺服马达、第一齿轮、第二齿轮、角度调整座以及辊轮。横移基座具有沿水平方向滑动的功能;伺服马达设置于横移基座上。第一齿轮固定于伺服马达的转轴上。第二齿轮啮合于第一齿轮,第二齿轮的齿数多于第一齿轮。角度调整座固定于第二齿轮的转轴;辊轮设于角度调整座上,辊轮的转轴垂直于第二齿轮的转轴,当伺服马达驱动第一齿轮与第二齿轮转动时,角度调整座随第二齿轮的转动而调整辊轮的辊轧角度。上述回弹补偿机构可使金属板材在线上以伺服马达驱动改变辊轮角度对板材进行角度弯曲

铝合金6061管材空间自由弯曲成形工艺研究及回弹预测的开题报告.docx
铝合金6061管材空间自由弯曲成形工艺研究及回弹预测的开题报告一、选题背景随着航空航天、汽车、高速列车等行业的不断发展,对材料性能的要求也日益增强,其中铝合金的机械性能、耐腐蚀性能和成型性能优越,成为了工程设计中的重要材料之一。铝合金管材是广泛用于航空航天、汽车、火箭、导弹、船舶、机械等领域的一种重要组件,具有重量轻、刚度高、强度大、加工性能好等特点。然而,由于铝合金管材的直线性较强,而航空航天、汽车等领域中需要的管材却往往呈弯曲形状,因此需要对铝合金管材进行弯曲成形。空间自由弯曲成形可以通过调节管材的内