
五常见焊缺陷分解.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
五常见焊缺陷分解.ppt
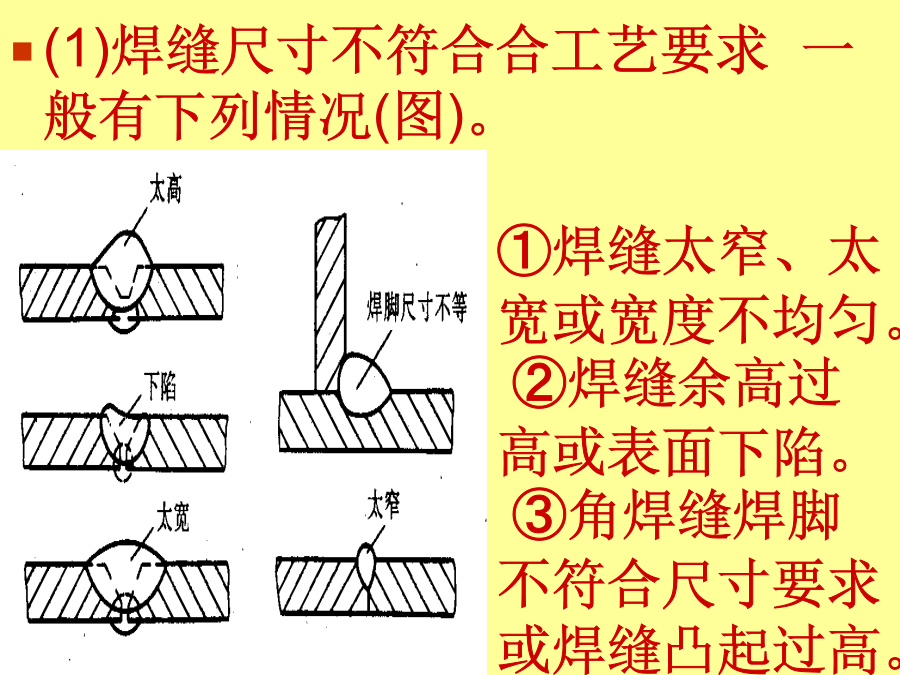
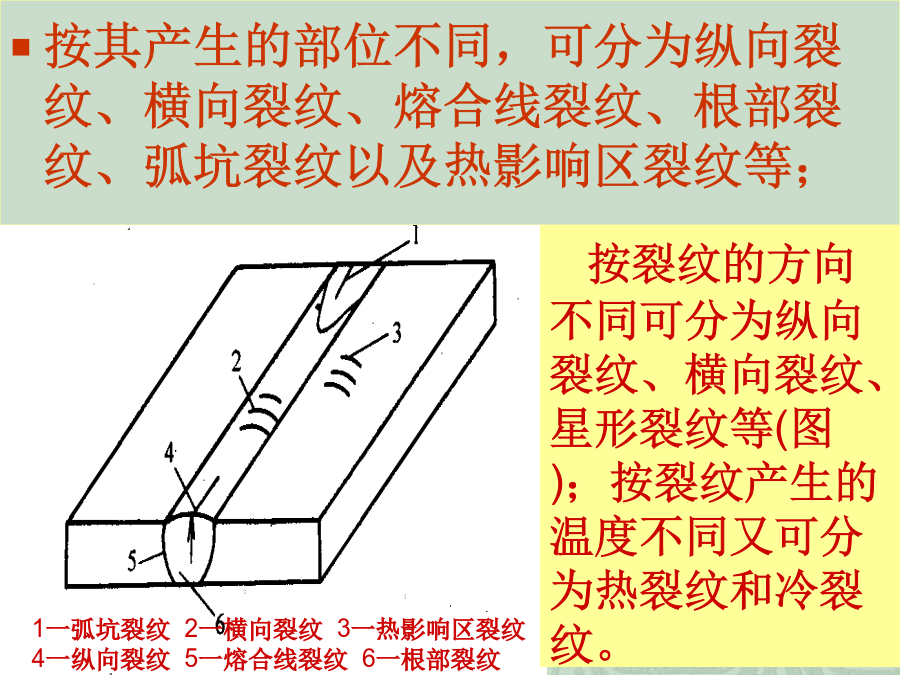
1.常见焊接缺陷(1)焊缝尺寸不符合合工艺要求一般有下列情况(图)。产生这些缺陷的主要原因有:是指在焊接应力及其它致脆因素作用下,焊接接头中局部地区因开裂而产生的缝隙。按其产生的部位不同,可分为纵向裂纹、横向裂纹、熔合线裂纹、根部裂纹、弧坑裂纹以及热影响区裂纹等;裂纹的产生与焊接结构的设计有关,焊接结构不合理,焊缝过于集中,从而使焊接应力大大增加;或者焊接结构的刚性过大,使焊接接头所受的应力超过了本身的强度极限。裂纹的产生还与焊接工艺有关,对于焊接淬硬倾向大的材料(如合金钢结构),尤为重要。如焊接工艺参数

五常见焊缺陷分解.pptx
五常见焊缺陷分解(1)焊缝尺寸不符合合工艺要求一般有下列情况(图)。产生这些缺陷的主要原因有:是指在焊接应力及其它致脆因素作用下,焊接接头中局部地区因开裂而产生的缝隙。按其产生的部位不同,可分为纵向裂纹、横向裂纹、熔合线裂纹、根部裂纹、弧坑裂纹以及热影响区裂纹等;裂纹的产生与焊接结构的设计有关,焊接结构不合理,焊缝过于集中,从而使焊接应力大大增加;或者焊接结构的刚性过大,使焊接接头所受的应力超过了本身的强度极限。裂纹的产生还与焊接工艺有关,对于焊接淬硬倾向大的材料(如合金钢结构),尤为重要。如焊接工艺参数

五常见焊缺陷分解.pptx
五常见焊缺陷(quēxiàn)分解(1)焊缝尺寸(chǐcun)不符合合工艺要求一般有下列情况(图)。产生这些缺陷(quēxiàn)的主要原因有:是指在焊接应力及其它致脆因素(yīnsù)作用下,焊接接头中局部地区因开裂而产生的缝隙。按其产生(chǎnshēng)的部位不同,可分为纵向裂纹、横向裂纹、熔合线裂纹、根部裂纹、弧坑裂纹以及热影响区裂纹等;裂纹的产生与焊接结构的设计有关,焊接结构不合理,焊缝(hànfénɡ)过于集中,从而使焊接应力大大增加;或者焊接结构的刚性过大,使焊接接头所受的应力超过了本身

常见焊口缺陷.ppt
如何评定焊口质量常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷常见焊口缺陷

刀具对接焊常见缺陷分析.docx
刀具对接焊常见缺陷分析标题:刀具对接焊常见缺陷分析摘要:刀具对接焊是一种常见的焊接方法,广泛应用于刀具制造和修复行业。然而,在实际应用过程中,刀具对接焊常常出现各种缺陷,这些缺陷不仅会降低刀具的使用寿命和性能,还可能导致刀具断裂和危险事故的发生。因此,本文从焊接工艺参数、材料选择和焊接设备等方面,对刀具对接焊常见的缺陷进行分析,并提出相应的改进措施,以提高刀具对接焊的质量和可靠性。一、引言刀具对接焊是一种常见的刀具修复和制造方法,通过熔化焊条或焊丝,使刀具的破损部分重新补充材料并形成焊缝,从而实现刀具的修