
三菱F系列PLC的指令及编程.ppt

YY****。。

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共267页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

三菱F系列PLC的指令及编程.ppt
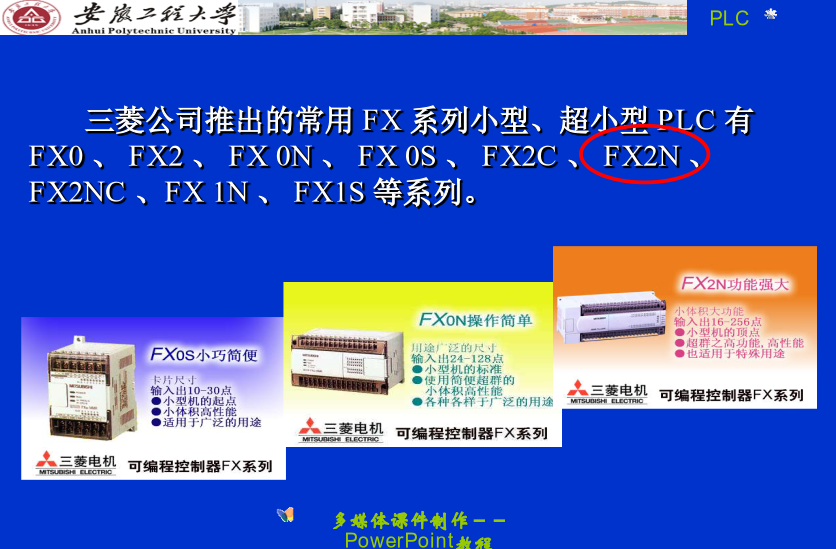
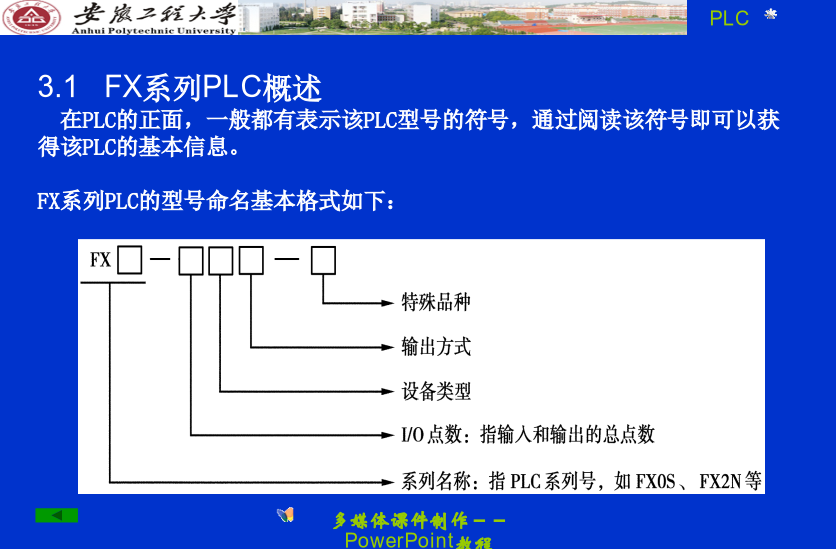
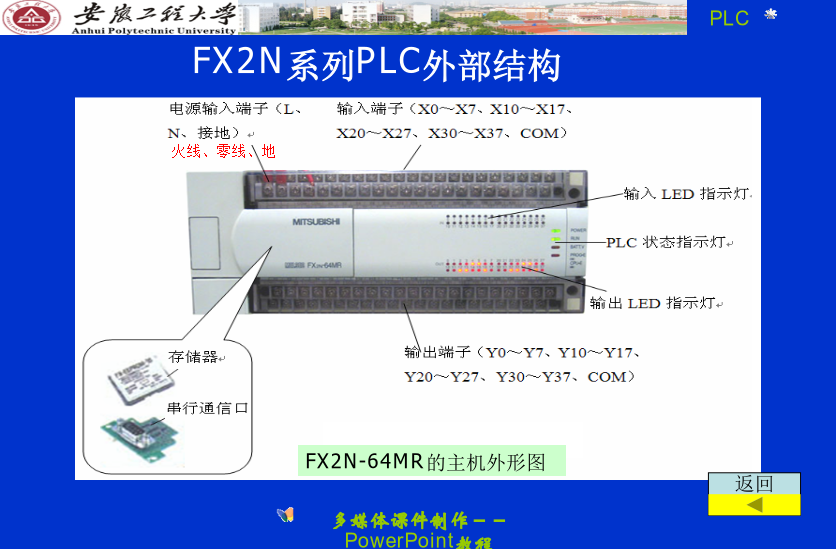
可编程控制器及其系统目录3.1FX系列PLC概述3.1.1FX系列PLC的主要特点3.1.2FX系列PLC的主要性能三菱公司推出的常用FX系列小型、超小型PLC有FX0、FX2、FX0N、FX0S、FX2C、FX2N、FX2NC、FX1N、FX1S等系列。3.1FX系列PLC概述在PLC的正面,一般都有表示该PLC型号的符号,通过阅读该符号即可以获得该PLC的基本信息。FX系列PLC的型号命名基本格式如下:序列号:如0S、0N、2、2C、1S、2N、2NCI/O总点数:10~256设备类型:M—基本单元;

三菱FN系列PLC编程指令系统.ppt
本章主要内容3.1三菱FX系列PLC基本指令与逻辑(串联)或逻辑(并联)与、或逻辑组合(串、并联)非逻辑(取反)(1)功能分析1、输入回路有三个按键,分别为正转按钮(SB0)反转按钮(SB1)和停止按钮(SB2)。2、输出回路有两个,分别接正转接触器(KM1)和反转接触器(KM2)的线圈。指令练习1(4)编制PLC程序(2)脉冲式触点指令1、上升沿触点只在指定软元件的上升沿(OFF到ON变化中)接通一个扫描周期。2、上升沿触点只在指定软元件的下降沿(ON到OFF变化中)接通一个扫描周期。脉冲触点同样可以串

模块三三菱PLC基本指令编程..ppt
模块三三菱PLC基本指令编程图3-1接触器控制三相异步电动机连续运行的电路a)主电路b)控制电路三、常闭触点输入在梯形图中的处理四、梯形图程序设计与原理分析四、梯形图程序设计与原理分析四、梯形图程序设计与原理分析一、LD与LDI指令二、OUT输出指令三、AND与ANI指令任务二用PLC实现三相异步电动机正反转控制任务二用PLC实现三相异步电动机正反转控制任务二用PLC实现三相异步电动机正反转控制任务二用PLC实现三相异步电动机正反转控制任务二用PLC实现三相异步电动机正反转控制任务二用PLC实现三相异步电
三菱F2N系列PLC基本指令.ppt
第3章三菱FX2N系列PLC基本指令1.从继电接触控制图到梯形图例3.1图3.1是电机启―保-停继电接触控制线路,试将控制部分线路改用与其等效的PLC控制梯形图。解:图3.1电路工作原理可用如下动作顺序表来表示:3.1三菱FX系列PLC的程序设计语言23.1三菱FX系列PLC的程序设计语言33.1.1梯形图编程语言(Ladder)43.1.1梯形图编程语言(Ladder)53.1.1梯形图编程语言(Ladder)63.1.2助记符语言(Mnemonic)13.1.2助记符语言(Mnemonic)23.1.

三菱PLC的基本指令、步进指令及编程-GOOD.ppt
第二篇三菱小型可编程序控制器FX2N三菱小型可编程序控制器FX2N学习目标第四章FX2N的基本指令、步进指令及编程一、LD、LDI、OUT一、LD、LDI、OUTAND:与指令。用于单个常开接点的串联。ANI:与非指令。用于单个常闭接点的串联。这两条指令的目标元件为X,Y,M,S,T,C。三、OR、ORI三、OR、ORIX0四、ORB五、ANB六、MPS、MRD、MPP六、MPS、MRD、MPP七、LDP、LDF、ANDP、ANDF、ORP、ORF七、LDP、LDF、ANDP、ANDF、ORP、ORF八、