
扩孔钻锪钻镗刀铰刀分析.ppt

YY****。。

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

扩孔钻锪钻镗刀铰刀分析.ppt
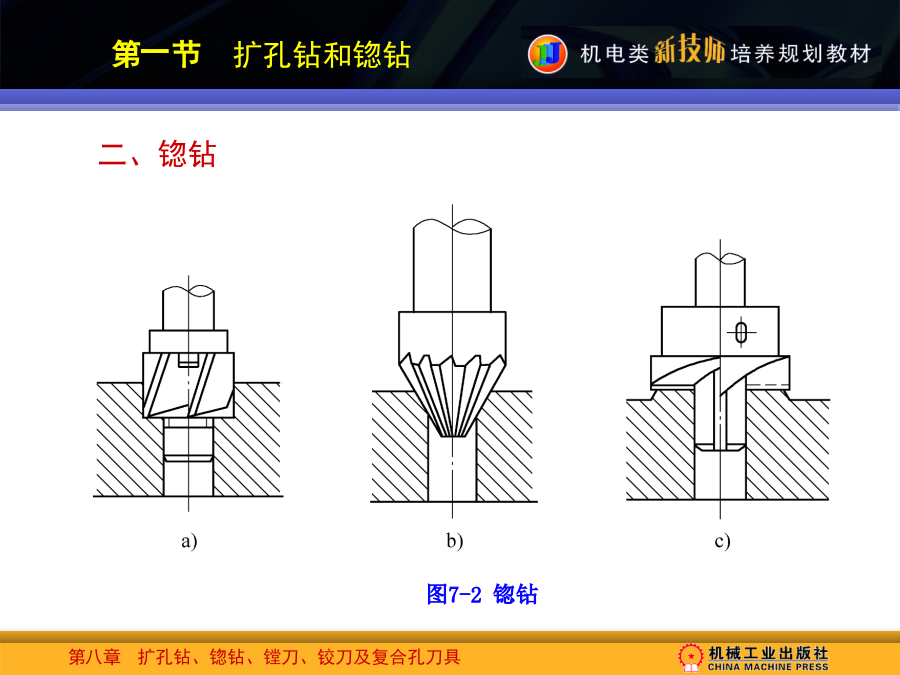
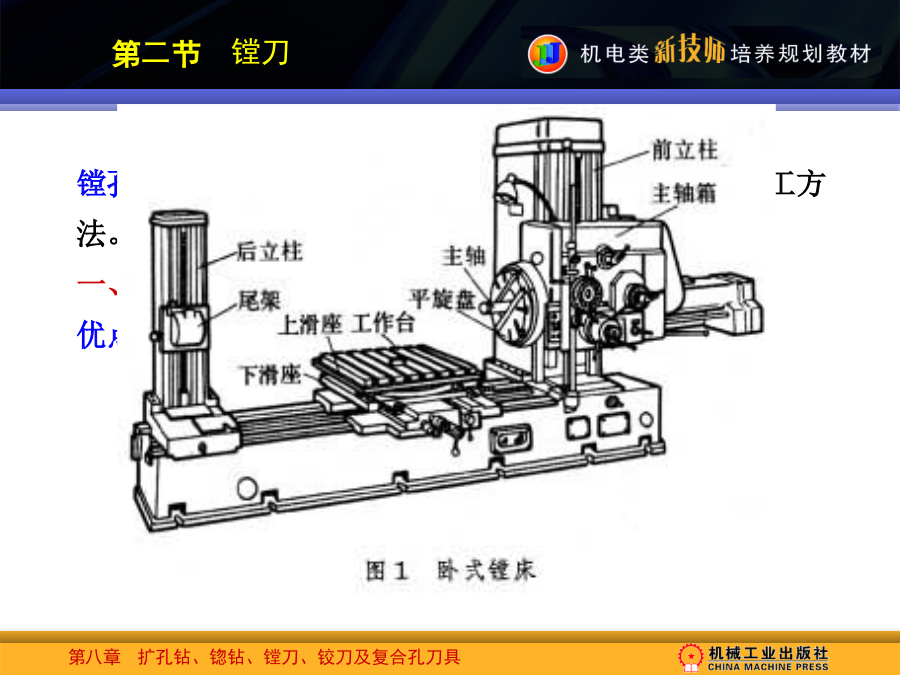
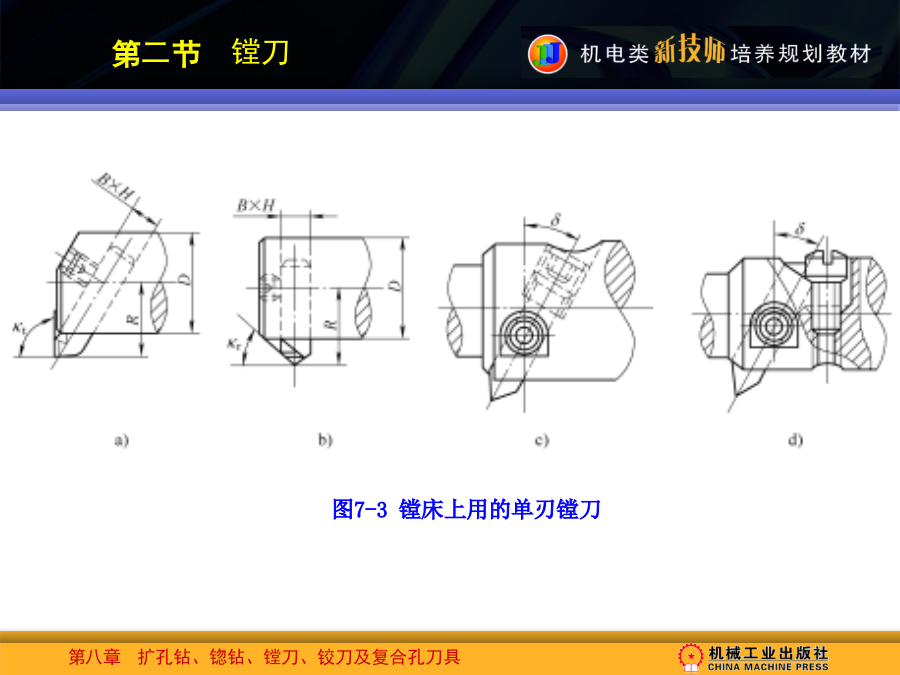
金属切削原理与刀具第八章扩孔钻、锪钻、镗刀、铰刀及复合孔刀具一、扩孔钻扩孔钻在钻孔后使用,修正钻孔中心线位置和降低表面粗的程度值,提高孔质量的刀具。1.公差等级:IT9~IT10。表面粗糙度:6.3~3.2。2.特点:导向性好;扩孔余量小;无横刃;改善了切削条件;屑槽较浅;钻心较厚;强度和刚度较高;可选择较大切削用量;加工质量和生产率均比麻花钻高。一镗孔能纠正孔的直线度误差,是加工大孔的唯一精加工方法。一、单刃镗刀优点:结构简单、制造方便、通用性好。二镗刀二镗刀二、双刃镗刀两个对称方向参加切削的镗刀,背向
扩孔钻锪钻镗刀资料.ppt
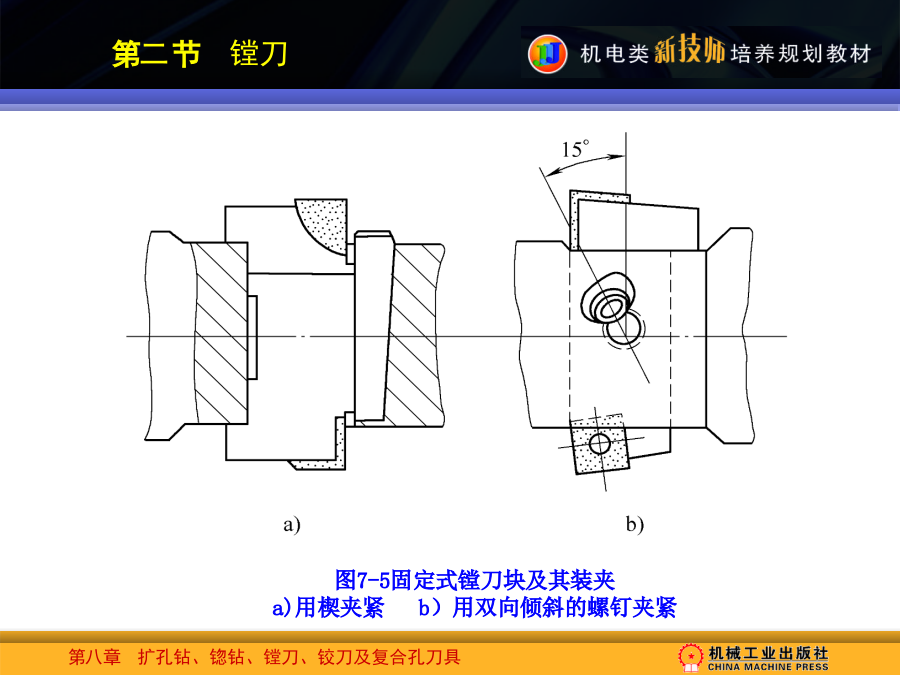
3.3扩孔钻、锪钻、镗刀、绞刀和复合孔加工刀具主要内容扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀扩孔钻、锪钻和镗刀绞刀第二节铰刀第二节铰刀第二节铰刀复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具

锪钻和倒角刀区别.doc
锪钻和倒角刀锪钻和倒角刀立浩数控刀具的锪钻和倒角刀能够同时兼并两用锪孔,锪钻,即倒角刀。也可以锪孔和倒角的刀具,大多是将毛坯的所需加工面用锪刀刮平,特别是作螺栓联接的平面,为了使螺栓与结合面垂直,需要把孔底锪平,这就叫锪孔,德国倒角刀即(锪钻)能同时兼用两者应做工的不同。超大的排泄槽。锋利的刃口。超容易的排泄。轻松的切削。其耐磨性能能远远的超出一般的倒角刀和锪钻立浩数控www.Ybeck.com立浩数控刀具www.ybeck.cn两个官方网站可以去对比不同的倒角刀和锪钻,适合加工各种金属和塑胶,通俗的讲,

新型钻镗刀的应用.docx
新型钻镗刀的应用导言随着多年的技术发展,各种新型加工工具不断涌现。其中,新型钻镗刀是一种新型的加工工具,具有高效率、高精度、刀具结构简单等优点,在多种领域得到广泛应用。本文将从钻镗刀的定义、特点、适用范围、应用案例等方面进行探讨。一、钻镗刀的定义钻镗刀(BoringBar)是用于精密加工的专用刀具,根据不同的工艺要求,可以实现钻孔、扩孔、铰削、修整、倒角等多种加工方式。与常规的加工刀具相比,钻镗刀具有更多的灵活性,适用范围更广,可在多种工件上实现高精度加工。二、钻镗刀的特点1.结构简单钻镗刀的结构相对简单

锪钻、铰刀的介绍-浙江甬工工具厂.ppt
浙江甬工工具厂浙江甬工工具厂第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第一节扩孔钻、锪钻和镗刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第二节铰刀第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合孔加工刀具第三节复合